
Page 60 - TURNING CATALOG p121-254
P. 60
ISOTURN INSERTS RE
IC8250
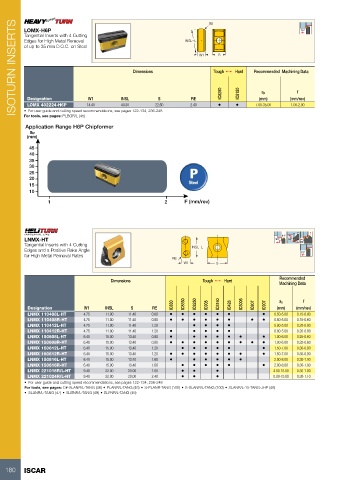
IC8150LOMX-H6P 75°
Tangential Inserts with 4 Cutting
Edges for High Metal Removal INSL=L
of up to 35 mm D.O.C. on Steel W1
S
Dimensions Tough 1 Hard Recommended Machining Data
ap f
Designation W1 INSL S RE (mm) (mm/rev)
••
LOMX 402224-H6P 14.40 40.30 22.60 2.40 7.00-35.00 1.00-2.00
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: PLBOR/L (45)
Application Range H6P Chipformer
ap
(mm)
45
40
35
30
25
20
15
10
12 F (mm/rev)
LNMX-HT 91° 93º
Tangential Inserts with 4 Cutting 93° 93º
Edges and a Positive Rake Angle
for High Metal Removal Rates INSL=L 75°
Dimensions RE S
W1
Tough 1 Hard Recommended
Machining Data
IC830 ap f
IC8350
Designation W1 INSL S RE IC8250 (mm) (mm/rev)
IC908 0.15-0.60
IC8150 0.15-0.60
IC428 0.20-0.80
IC5005 0.20-0.80
IC807 0.25-0.60
IC907 0.25-0.60
0.30-0.80
LNMX 110408L-HT 4.75 11.00 11.40 0.80 • • • • • • • 0.50-5.00 0.30-0.80
0.80 • • • • • • • • 0.50-5.00 0.30-1.00
LNMX 110408R-HT 4.75 11.00 11.40 •••• 0.30-1.00
0.30-1.00
LNMX 110412L-HT 4.75 11.00 11.40 1.20 •••• 0.80-5.00 0.30-1.10
1.20 •
LNMX 110412R-HT 4.75 11.00 11.40 0.80 • ••••• 0.80-5.00
• 1.00-6.00
LNMX 150608L-HT 6.40 15.00 13.40 0.80 • • • • • • • • • 1.00-6.00
LNMX 150608R-HT 6.40 15.00 13.40 ••••• • 1.50-7.00
LNMX 150612L-HT 6.40 15.00 13.40 1.20 • 1.50-7.00
1.20 • • • • • • •
LNMX 150612R-HT 6.40 15.00 13.40 1.60 • •••••
LNMX 150616L-HT 6.40 15.00 13.40 2.00-8.00
••••• • 2.00-8.00
LNMX 150616R-HT 6.40 15.00 13.40 1.60 •• •
LNMX 221016R/L-HT 9.40 22.00 20.00 1.60 •• • 4.00-15.00
LNMX 221024R/L-HT 9.40 22.00 20.00 2.40 5.00-15.00
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: C#-SLANR/L-TANG (48) • PLANR/L-TANG (46) • S-PLANR-TANG (100) • S-SLANR/L-TANG (100) • SLANR/L-15-TANG-JHP (48)
• SLANR/L-TANG (47) • SLBNR/L-TANG (49) • SLFNR/L-TANG (49)
180 ISCAR