
Page 64 - TURNING CATALOG p121-254
P. 64
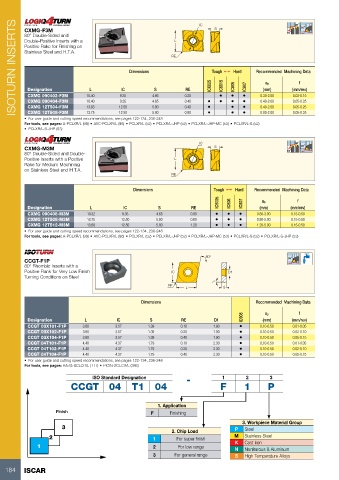
ISOTURN INSERTS CXMG-F3M IC 95º
80° Double-Sided and S 95º
Double-Positive Inserts with a
Positive Rake for Finishing on L 95º
Stainless Steel and H.T.A. RE
Dimensions Tough 1 Hard Recommended Machining Data
IC6025 ap f
IC6015
L IC S IC806 (mm/rev)
IC807 0.03-0.15
Designation RE (mm) 0.05-0.25
••• 0.05-0.25
CXMG 090402-F3M 10.40 9.35 4.66 0.20 •••• 0.30-2.00 0.05-0.25
CXMG 090404-F3M 10.40 9.35 4.65 0.40 •• 0.40-2.00
0.40 •
CXMG 12T504-F3M 13.83 12.50 5.80 0.80 • •• 0.40-2.00
CXMG 12T508-F3M 13.75 12.50 5.80 0.80-2.00
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A-PCLXR/L (99) • AVC-PCLXR/L (96) • PCLXR/L (52) • PCLXR/L-JHP (52) • PCLXR/L-JHP-MC (53) • PCLXR/L-S (52)
• PCLXR/L-S-JHP (53)
CXMG-M3M IC 95º
80° Double-Sided and Double- S 95º
Positive Inserts with a Positive
Rake for Medium Machining L 95º
on Stainless Steel and H.T.A. RE
Dimensions Tough 1 Hard Recommended Machining Data
IC6025 ap f
IC806
IC S IC807
Designation L 9.35 4.65 RE (mm) (mm/rev)
10.32 12.50 5.80 ••• 0.15-0.50
CXMG 090408-M3M 13.75 12.50 5.80 0.80 ••• 0.80-3.00 0.15-0.50
CXMG 12T508-M3M 13.68 0.15-0.50
CXMG 12T512-M3M 0.80 ••• 0.80-5.00
1.20 1.20-5.00
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A-PCLXR/L (99) • AVC-PCLXR/L (96) • PCLXR/L (52) • PCLXR/L-JHP (52) • PCLXR/L-JHP-MC (53) • PCLXR/L-S (52) • PCLXR/L-S-JHP (53)
CCGT-F1P 80° 95º
80° Rhombic Inserts with a D1
Positive Flank for Very Low Finish IC
Turning Conditions on Steel RE 7°
S
Dimensions L
D1
Recommended Machining Data
1.90 •
Designation L IC S RE 1.90 • IC908 ap f
0.10 1.90 •
CCGT 03X101-F1P 3.60 3.57 1.39 0.20 2.30 • (mm) (mm/rev)
0.40 2.30 • 0.10-0.50 0.01-0.05
CCGT 03X102-F1P 3.60 3.57 1.39 0.10 2.30 • 0.10-0.50 0.02-0.10
0.20 0.10-0.50 0.05-0.15
CCGT 03X104-F1P 3.60 3.57 1.39 0.40 0.10-0.50 0.01-0.05
0.10-0.50 0.02-0.10
CCGT 04T101-F1P 4.40 4.37 1.79 - 0.10-0.50 0.05-0.15
CCGT 04T102-F1P 4.40 4.37 1.79
CCGT 04T104-F1P 4.40 4.37 1.79
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A/E/S-SCLCR/L (111) • PICIN-SCLCR/L (386)
ISO Standard Designation 123
CCGT 04 T1 04 F1P
Finish 1. Application 3. Workpiece Material Group
F Finishing P Steel
3 M Stainless Steel
2 2. Chip Load K Cast Iron
1 1 For super finish N Nonferrous & Aluminum
2 For low range S High Temperature Alloys
184 ISCAR 3 For general range