
Page 62 - TURNING CATALOG p121-254
P. 62
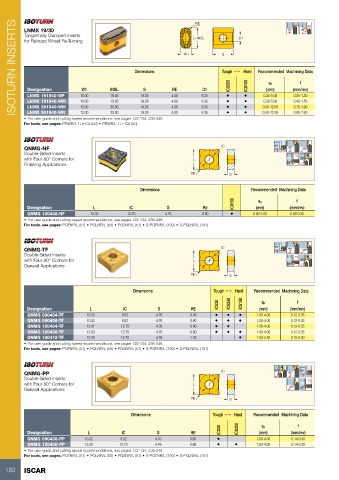
ISOTURN INSERTS LNMX 19/30 RE 91°
Tangentially Clamped Inserts L=INSL 75° 93°
for Railroad Wheel Re-Turning W1
D1
S
Dimensions Tough 1 Hard Recommended Machining Data
IC8250 ap f
IC8150
Designation W1 INSL S RE D1 (mm) (mm/rev)
4.00 6.35 ••
LNMX 191940-WF 10.00 19.05 19.05 4.00 6.35 •• 0.30-5.00 0.25-1.30
4.00 6.35
LNMX 191940-WM 10.00 19.05 19.05 4.00 6.35 0.30-5.00 0.40-1.50
• • 0.50-12.00 0.70-1.90
LNMX 301940-WM 12.00 30.00 19.05 • • 0.50-12.00 0.80-1.90
LNMX 301940-WR 12.00 30.00 19.05
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: PRWR/L 175-CA (50) • PRWR/L 177-CA (50)
QNMG-NF IC 95º 95° 95°
Double-Sided Inserts L
with Four 80° Corners for RE S 45º
Finishing Applications 45º
95º
Dimensions Recommended Machining Data
Designation L IC S RE IC8150 ap f
(mm) (mm/rev)
QNMG 120408-NF 13.33 12.70 4.76 0.80 • 0.80-3.00 0.08-0.25
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: PQFNR/L (51) • PQLNR/L (50) • PQSNR/L (51) • S-PQFNR/L (100) • S-PQLNR/L (101)
QNMG-TF IC 95º 95° 95°
Double-Sided Inserts L
with Four 80° Corners for RE S 45º
General Applications 45º
95º
Dimensions Tough 1 Hard Recommended Machining Data
Designation L IC S RE IC830 ap f
IC8250
IC8150 (mm) (mm/rev)
1.00-4.00 0.12-0.35
QNMG 090404-TF 10.32 9.52 4.76 0.40 • • • 1.00-4.00 0.12-0.35
0.80 • • • 1.00-4.00 0.12-0.35
QNMG 090408-TF 10.32 9.52 4.76 0.40 • • 1.00-4.00 0.12-0.35
1.50-4.50 0.15-0.40
QNMG 120404-TF 13.41 12.70 4.76 0.80 • • •
QNMG 120408-TF 13.33 12.70 4.76 •
QNMG 120412-TF 13.25 12.70 4.76 1.20
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: PQFNR/L (51) • PQLNR/L (50) • PQSNR/L (51) • S-PQFNR/L (100) • S-PQLNR/L (101)
QNMG-PP IC 45º 95° 95º
Double-Sided Inserts L 45º
with Four 80° Corners for RE S
General Applications 95° 95º
Dimensions Tough 1 Hard Recommended Machining Data
Designation L IC S RE IC830 ap f
IC8250 (mm)
1.00-4.00 (mm/rev)
QNMG 090408-PP 10.32 9.52 4.76 0.80 • • 1.00-4.00 0.14-0.30
0.80 • 0.14-0.30
QNMG 120408-PP 13.33 12.70 4.76
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: PQFNR/L (51) • PQLNR/L (50) • PQSNR/L (51) • S-PQFNR/L (100) • S-PQLNR/L (101)
182 ISCAR