
Page 33 - TURNING CATALOG p255-458
P. 33
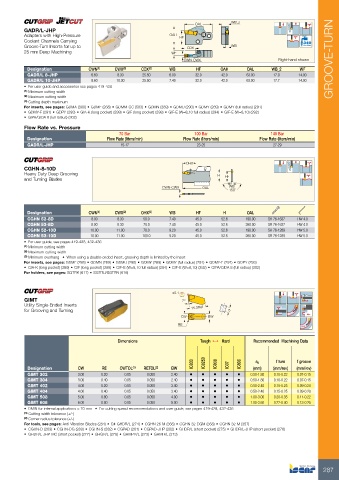
GADR/L-JHP OAL WB_2 Bar Max GROOVE-TURN
Adapters with High-Pressure WB
Coolant Channels Carrying OAH HF Right-hand shown
Groove-Turn Inserts for up to
25 mm Deep Machining CDX
WF
CWN-CWX
Designation CWN(1) CWX(2) CDX(3) WB HF OAH OAL WB_2 WF
17.0 14.00
GADR/L 8-JHP 6.60 8.30 25.50 6.00 32.0 42.0 63.00 17.7 14.00
GADR/L 10-JHP
8.60 10.30 25.50 7.40 32.0 42.0 63.00
• For user guide and accessories see pages 419-438
(1) Minimum cutting width
(2) Maximum cutting width
(3) Cutting depth maximum
For inserts, see pages: GDMA (300) • GDMF (288) • GDMM-CC (583) • GDMN (289) • GDMU (290) • GDMY (289) • GDMY (full radius) (291)
• GDMY-F (291) • GDPY (293) • GIA-K (long pocket) (299) • GIF (long pocket) (298) • GIF-E (W=8,10 full radius) (294) • GIF-E (W=8,10) (292)
• GIPA/GIDA 8 (full radius) (302)
Flow Rate vs. Pressure 70 Bar 100 Bar 140 Bar
Flow Rate (liters/min) Flow Rate (liters/min) Flow Rate (liters/min)
Designation
GADR/L-JHP 15-17 23-25 27-29
OHX
CGHN-8-10D H HF
Heavy Duty Deep Grooving
and Turning Blades
CWN-CWX OAL WB
150˚
Designation CWN(1) CWX(2) OHX(3) WB HF H OAL
CGHN 52-8D 8.00 8.30 50.0 7.40 45.0 52.6 190.00 SR 76-1637 HW 4.0
CGHN 53-8D SR 76-1637 HW 4.0
8.00 8.30 70.0 7.40 45.0 52.6 260.00 SR 76-1289 HW 5.0
CGHN 52-10D SR 76-1289 HW 5.0
CGHN 53-10D 10.00 11.00 70.0 9.20 45.0 52.6 190.00
10.00 11.00 100.0 9.20 45.0 52.6 260.00
• For user guide, see pages 419-428, 432-436
(1) Minimum cutting width
(2) Maximum cutting width
(3) Minimum overhang • When using a double-ended insert, grooving depth is limited by the insert
For inserts, see pages: GDMF (288) • GDMN (289) • GDMU (290) • GDMY (289) • GDMY (full radius) (291) • GDMY-F (291) • GDPY (293)
• GIA-K (long pocket) (299) • GIF (long pocket) (298) • GIF-E (W=8,10 full radius) (294) • GIF-E (W=8,10) (292) • GIPA/GIDA 8 (full radius) (302)
For holders, see pages: SGTBK (617) • SGTBU/SGTBN (616)
GIMT ±0.1 5
Utility Single-Ended Inserts 7º
for Grooving and Turning 15.3Ref
CW BW
RE
Dimensions Tough 1 Hard Recommended Machining Data
IC830 ap f turn f groove
IC8250
Designation CW RE CWTOL(1) RETOL(2) BW IC808 (mm) (mm/rev) (mm/rev)
IC07 0.07-0.15
GIMT 302 IC806 0.07-0.15
GIMT 304 0.09-0.20
GIMT 402 3.00 0.20 0.05 0.050 2.40 ••••• 0.50-1.80 0.10-0.22 0.09-0.20
GIMT 404 ••••• 0.11-0.22
GIMT 508 3.00 0.40 0.05 0.050 2.40 ••••• 0.50-1.80 0.10-0.22 0.13-0.25
GIMT 608
4.00 0.20 0.05 0.050 3.40 ••••• 0.50-2.40 0.15-0.25
4.00 0.40 0.05 0.050 3.40 ••••• 0.50-2.40 0.15-0.25
5.00 0.80 0.05 0.050 4.00 ••••• 1.00-3.00 0.20-0.35
6.00 0.80 0.05 0.050 5.00 1.00-3.60 0.22-0.40
• DMIN for internal applications = 70 mm • For cutting speed recommendations and user guide, see pages 419-428, 432-436
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
For tools, see pages: Anti-Vibration Blades (284) • C#-GHDR/L (274) • CGHN 26-M (356) • CGHN 32-DGM (358) • CGHN 32-M (357)
• CGHN-D (283) • CGHN-DG (283) • CGHN-S (282) • CGPAD (281) • CGPAD-JHP (282) • GHDR/L (short pocket) (275) • GHDR/L-JHP (short pocket) (276)
• GHDR/L-JHP-MC (short pocket) (277) • GHGR/L (278) • GHMPR/L (273) • GHMR/L (273)
287