
Page 22 - FAST_FEED_MILL_Brochure_INCH_2022
P. 22
RE S1
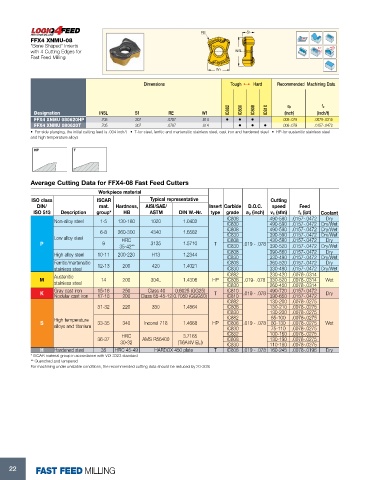
FFX4 XNMU-08
"Bone Shaped" Inserts Rd°
with 4 Cutting Edges for INSL
Fast Feed Milling
W1
Dimensions Tough 1 Hard Recommended Machining Data
IC882 IC830 IC808 IC810 ap fz
Designation INSL S1 RE W1 (inch) (inch/t)
FFX4 XNMU 080620HP .705 .307 .0787 .614 • • • .008-.079 .0079-.0315
FFX4 XNMU 080620T .705 .307 .0787 .614 • • • .008-.079 .0157-.0472
• For side plunging, the initial cutting feed is .004 inch/t • T-for steel, ferritic and martensitic stainless steel, cast iron and hardened steel • HP-for austenitic stainless steel
and high temperature alloys
HP T
Average Cutting Data for FFX4-08 Fast Feed Cutters
Workpiece material
ISO class ISCAR Typical representative Cutting
DIN/ mat. Hardness, AISI/SAE/ Insert Carbide D.O.C. speed Feed
ISO 513 Description group* HB ASTM DIN W.-Nr. type grade ap (inch) vc (sfm) fz (ipt) Coolant
IC808 490-590 .0157-.0472 Dry
Non-alloy steel 1-5 130-180 1020 1.0402 IC830 490-590 .0157-.0472 Dry/Wet
IC808 490-590 .0157-.0472 Dry/Wet
6-8 260-300 4340 1.6582 IC830 390-590 .0157-.0472 Dry/Wet
Low alloy steel HRC IC808 430-580 .0157-.0472 Dry
P 9 3135 1.5710 T .019 - .078
35-42** IC830 390-520 .0157-.0472 Dry/Wet
High alloy steel 10-11 200-220 H13 1.2344 IC808 390-560 .0157-.0472 Dry
330-490 .0157-.0472 Dry/Wet
IC830
Ferritic/martensitic 12-13 200 420 1.4021 IC808 360-520 .0157-.0472 Dry
stainless steel IC830 330-490 .0157-.0472 Dry/Wet
Austenitic IC882 230-420 .0078-.0314
M 14 200 304L 1.4306 HP IC808 .019- .078 330-520 .0078-.0314 Wet
stainless steel IC830 260-450 .0078-.0314
Class 40
0.6025 (GG25)
K Gray cast iron 15-16 250 Class 65-45-12 0.7050 (GGG50) T IC810 .019 - .078 490-720 .0157-.0472 Dry
IC810
390-650 .0157-.0472
200
Nodular cast iron
17-18
IC882 130-200 .0078-.0275
31-32 220 330 1.4864 IC808 130-210 .0078-.0275
IC830 130-230 .0078-.0275
High temperature IC882 65-100 .0078-.0275
S 33-35 340 Inconel 718 1.4668 HP IC808 .019 - .078 80-130 .0078-.0275 Wet
alloys and titanium IC830 75-110 .0078-.0275
HRC 3.7165 IC882 100-160 .0078-.0275
36-37 AMS R56400 IC808 130-190 .0078-.0275
30-32 (Ti6AI4V ELI) IC830 110-180 .0078-.0275
H Hardened steel 38 HRC 45-49 HARDOX 450 plate T IC808 .019 - .078 160-245 .0078-.0196 Dry
* ISCAR material group in accordance with VDI 3323 standard
** Quenched and tempered
For machining under unstable conditions, the recommended cutting data should be reduced by 20-30%
22 FAST FEED MILLING