
Page 45 - Solid_Brochure_2021_INCH
P. 45
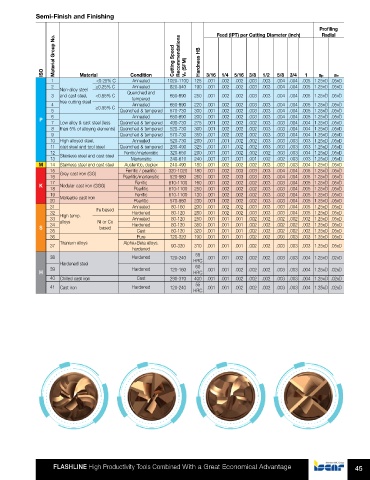
Slotting
Feed (IPT) per Cutting Diameter (inch)
Axial
Material Group No.
Recommendations
Cutting Speed
Hardness HB
Vc (SFM)
ISO
3/4
5/8
1/2
Condition
3/8
1
1/4
Material
3/16
ap max
1
1xD
Annealed
<0.25% C
.002
2
820-940
.002
1xD
190 .001
.002
.004
.005
.003
.003
Annealed
≥0.25% C
.004
Non-alloy steel
and cast steel,
.002
<0.55% C Quenched and tempered
.003
.002
.003
1xD
250 .001
650-890
.005
3
.004
.004
.004
Annealed
.005
.004
.002
free cutting steel
.003
1xD
220 .001
.003
.002
650-890
4
≥0.55% C
300 .001
.003
570-730
5
.004
.003
.005
1xD
.004
.002
.002
200 .001
Annealed
.004
650-890
6
.005
.002
.004
.002
.003
1xD
.003
P
490-730
Quenched & tempered
.002
275 .001
.002
.003
.004
1xD
7
.003
.002
.004
Low alloy & cast steel (less
520-730
.002
.003
300 .001
1xD
than 5% of alloying elements)
.004
.002
.002
Quenched & tempered
.004
8
.003
.004
9
.003
.003
1xD
.004
.002
.002
350 .001
570-730
.002
Quenched & tempered
.003
520-730
.003
.001
10 High alloyed steel,
.002
200 .001
.002
Annealed
.003
1xD
.003
280-490
1xD
.003
325 .001
.003
.003
11
Quenched & tempered
.002
.001
.002
.003
cast steel and tool steel
200 .001
12
.002
1xD
.002
.004
Ferritic/martensitic
.001
320-650
.003
.003
.002
Stainless steel and cast steel
.002
.001
.003
.002
.001
.001
240 .001
Martensitic
1xD
13
240-610
.003
M
.003
.003
.003
240-490
.002
.002
180 .001
1xD
.004
Austenitic, duplex
.002
14 Stainless steel and cast steel
320-1020 180 .001
1xD
.003
.003
Ferritic / pearlitic
15
.004
.004
.003
.005
.002
Grey cast iron (GG)
.003
Pearlitic/martensitic
.005
.003
.004
.002
.004
16
260 .001
520-980
.003
1xD
.002
.002
.004
17
1xD
.003
.003
.002
.005
610-1100 160 .001
Ferritic
K
Nodular cast iron (GGG)
.003
610-1100 250 .001
.004
.003
Pearlitic
.002
18
.005
.002
1xD
.002
610-1100 130 .001
.003
.002
.004
.002
19
.005
.003
1xD
.002
Ferritic
Malleable cast iron
.003
.004
.002
570-980
.003
.002
1xD
230 .001
.005
20
.002
Pearlitic
1xD
80-160
.003
Annealed
31
.002
.004
.002
.003
.003
.005
200 .001
Fe based
.002
.003
280 .001
80-120
.003
.003
.002
Hardened
32
1xD
.005
.004
1xD
250 .001
.002
33
80-120
.002
.002
High temp. alloys
Annealed
.001
.002
.001
.002
Ni or Co
.002
.001
.002
1xD
.001
.002
34
Hardened
.002
.002
350 .001
80-120
based
S
320 .001
.001
1xD
35
.002
.002
.001
.002
.002
Cast
.002
80-120
1xD
.003
.003
190 .001
.001
.001
36
Pure
120-320
.002
.003
.002
Alpha+Beta alloys,
Titanium alloys
.001
.002
.003
1xD
37
.003
.002
.003
.001
90-320
310 .001
hardened
Semi-Finish and Finishing Quenched & tempered 1020-1100 125 .001 .002 5/16 .003 .003 .004 .004 .005 Slotting
Profiling TEXT
Feed (IPT) per Cutting Diameter (inch) Radial
Material Group No. Cutting Speed Recommendations Hardness HB
ISO Material Condition Vc (SFM) 3/16 1/4 5/16 3/8 1/2 5/8 3/4 1 ap ae
1 <0.25% C Annealed 1020-1100 125 .001 .002 .002 .003 .003 .004 .004 .005 1.25xD .05xD
2 ≥0.25% C Annealed 820-940 190 .001 .002 .002 .003 .003 .004 .004 .005 1.25xD .05xD
Non-alloy steel
3 and cast steel, <0.55% C Quenched and 650-890 250 .001 .002 .002 .003 .003 .004 .004 .005 1.25xD .05xD
tempered
free cutting steel
4 ≥0.55% C Annealed 650-890 220 .001 .002 .002 .003 .003 .004 .004 .005 1.25xD .05xD
5 Quenched & tempered 570-730 300 .001 .002 .002 .003 .003 .004 .004 .005 1.25xD .05xD
6 Annealed 650-890 200 .001 .002 .002 .003 .003 .004 .004 .005 1.25xD .05xD
P 7 Low alloy & cast steel (less Quenched & tempered 490-730 275 .001 .002 .002 .002 .003 .003 .004 .004 1.25xD .05xD
8 than 5% of alloying elements) Quenched & tempered 520-730 300 .001 .002 .002 .002 .003 .003 .004 .004 1.25xD .05xD
9 Quenched & tempered 570-730 350 .001 .002 .002 .002 .003 .003 .004 .004 1.25xD .05xD
10 High alloyed steel, Annealed 520-730 200 .001 .001 .002 .002 .003 .003 .003 .003 1.25xD .05xD
11 cast steel and tool steel Quenched & tempered 280-490 325 .001 .001 .002 .002 .003 .003 .003 .003 1.25xD .05xD
12 Stainless steel and cast steel Ferritic/martensitic 320-650 200 .001 .001 .002 .002 .002 .003 .003 .004 1.25xD .05xD
13 Martensitic 240-610 240 .001 .001 .001 .001 .002 .002 .003 .003 1.25xD .05xD
M 14 Stainless steel and cast steel Austenitic, duplex 240-490 180 .001 .002 .002 .002 .003 .003 .003 .004 1.25xD .05xD
15 Ferritic / pearlitic 320-1020 180 .001 .002 .003 .003 .003 .004 .004 .005 1.25xD .05xD
16 Grey cast iron (GG) Pearlitic/martensitic 520-980 260 .001 .002 .003 .003 .003 .004 .004 .005 1.25xD .05xD
17 Ferritic 610-1100 160 .001 .002 .002 .002 .003 .003 .004 .005 1.25xD .05xD
K Nodular cast iron (GGG)
18 Pearlitic 610-1100 250 .001 .002 .002 .002 .003 .003 .004 .005 1.25xD .05xD
19 Malleable cast iron Ferritic 610-1100 130 .001 .002 .002 .002 .003 .003 .004 .005 1.25xD .05xD
20 Pearlitic 570-980 230 .001 .002 .002 .002 .003 .003 .004 .005 1.25xD .05xD
31 Fe based Annealed 80-160 200 .001 .002 .002 .003 .003 .003 .004 .005 1.25xD .05xD
32 High temp. Hardened 80-120 280 .001 .002 .002 .003 .003 .003 .004 .005 1.25xD .05xD
33 alloys Ni or Co Annealed 80-120 250 .001 .001 .001 .002 .002 .002 .002 .002 1.25xD .05xD
S 34 based Hardened 80-120 350 .001 .001 .001 .002 .002 .002 .002 .002 1.25xD .05xD
35 Cast 80-120 320 .001 .001 .001 .002 .002 .002 .002 .002 1.25xD .05xD
36 Pure 120-320 190 .001 .001 .001 .002 .002 .003 .003 .003 1.25xD .05xD
Titanium alloys Alpha+Beta alloys,
37 90-320 310 .001 .001 .001 .002 .002 .003 .003 .003 1.25xD .05xD
hardened
38 Hardened 120-240 55 .001 .001 .002 .002 .002 .003 .003 .004 1.25xD .02xD
Hardened steel HRC
39 Hardened 120-160 60 .001 .001 .002 .002 .002 .003 .003 .004 1.25xD .02xD
H HRC
40 Chilled cast iron Cast 290-370 400 .001 .001 .002 .002 .002 .003 .003 .004 1.25xD .02xD
55
41 Cast iron Hardened 120-240 .001 .001 .002 .002 .002 .003 .003 .004 1.25xD .02xD
HRC
FLASHLINE High Productivity Tools Combined With a Great Economical Advantage 45