
Page 91 - HOLE_MAKING_CATALOG_INCH_2022_P1-P186
P. 91
USER GUIDE
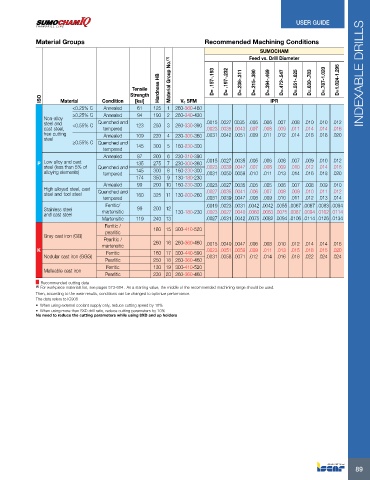
Material Groups Recommended Machining Conditions
SUMOCHAM
Feed vs. Drill Diameter
Tensile Hardness HB Material Group No. (1) D= .157-.193 D= .197-.232 D=.236-.311 D=.315-.390 D=.394-.469 D=.472-.547 D=.551-.625 D=.630-.783 D=.787-1.020 D=1.024-1.295 INDEXABLE DRILLS
Strength
ISO Material Condition [ksi] Vc SFM IPR
<0.25% C Annealed 61 125 1 260-360-460
≥0.25% C Annealed 94 190 2 260-340-430
Non-alloy
steel and <0.55% C Quenched and 123 250 3 260-330-390 .0015 .0027 0035 .005 .006 .007 .008 .010 .010 .012
cast steel, tempered .0023 .0035 .0043 .007 .008 .009 .011 .014 .014 .016
free cutting Annealed 109 220 4 230-300-360 .0031 .0042 .0051 .009 .011 .012 .014 .018 .018 .020
steel
≥0.55% C Quenched and
tempered 145 300 5 160-230-300
Annealed 87 200 6 230-310-390
P Low alloy and cast 135 275 7 230-300-360 .0015 .0027 .0035 .005 .006 .006 .007 .009 .010 .012
steel (less than 5% of Quenched and .0023 .0039 .0047 .007 .008 .009 .010 .012 .014 .016
alloying elements) tempered 145 300 8 160-230-300 .0031 .0050 .0059 .010 .011 .013 .014 .016 .018 .020
174 350 9 130-180-230
Annealed 99 200 10 160-230-300 .0023 .0027 .0035 .005 .005 .006 .007 .008 .009 .010
High alloyed steel, cast
steel and tool steel Quenched and 160 325 11 130-200-260 .0027 .0035 .0041 .006 .007 .008 .009 .010 .011 .012
tempered .0031 .0039 .0047 .008 .009 .010 .011 .012 .013 .014
Ferritic/ .0019 .0023 .0031 .0042 .0042 .0055 .0067 .0087 .0083 .0094
Stainless steel martensitic 99 200 12 130-180-230 .0023 .0027 .0040 .0060 .0063 .0075 .0087 .0094 .0102 .0114
and cast steel
Martensitic 119 240 13 .0027 .0031 .0042 .0075 .0082 .0094 .0106 .0114 .0126 .0134
Ferritic / 180 15 300-410-520
pearlitic
Gray cast iron (GG)
Pearlitic /
martensitic 260 16 260-360-460 .0015 .0040 .0047 .006 .008 .010 .012 .014 .014 .016
K Ferritic 160 17 300-440-590 .0023 .0051 .0059 .009 .011 .013 .015 .018 .015 .020
Nodular cast iron (GGG) .0031 .0058 .0071 .012 .014 .016 .018 .022 .024 .024
Pearlitic 250 18 260-360-460
Ferritic 130 19 300-410-520
Malleable cast iron
Pearlitic 230 20 260-360-460
Recommended cutting data
(1) For workpiece materials list, see pages 573-604 . As a starting value, the middle of the recommended machining range should be used.
Then, according to the wear results, conditions can be changed to optimize performance.
The data refers to IC908
• When using external coolant supply only, reduce cutting speed by 10%
• When using more than 5XD drill ratio, reduce cutting parameters by 10%
No need to reduce the cutting parameters while using 8XD and up holders
89