
Page 94 - HOLE_MAKING_CATALOG_INCH_2022_P1-P186
P. 94
USER GUIDE
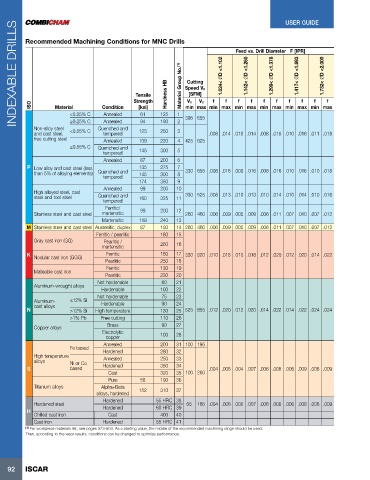
INDEXABLE DRILLS Recommended Machining Conditions for MNC Drills Speed Vc f 1.024< ØD <1.102 f Feed vs. Drill Diameter F [IPR] f 1.732< ØD <2.000 f
1.299< ØD <1.378
1.142< ØD <1.260
1.417< ØD <1.693
Material Group No. (1)
Cutting
Hardness HB
[SFM]
Tensile
Vc
f
f
f
Vc
f
f
Strength
f
ISO
Material
Condition
61
Annealed
395 655
190
≥0.25% C
Annealed
94
Non-alloy steel <0.25% C Quenched and [ksi] 125 1 2 3 min max min max min max min max min max min max
123
250
<0.55% C
and cast steel, tempered .008 .014 .010 .014 .008 .016 .010 .016 .011 .018
free cutting steel Annealed 109 220 4 425 625
≥0.55% C Quenched and
tempered 145 300 5
Annealed 87 200 6
P Low alloy and cast steel (less 135 275 7 330 655 .008 .016 .008 .016 .008 .016 .010 .016 .010 .018
than 5% of alloying elements) Quenched and 145 300 8
tempered
174 350 9
Annealed 99 200 10
High alloyed steel, cast 330 525 .008 .013 .010 .013 .010 .014 .010 .014 .010 .016
steel and tool steel Quenched and 160 325 11
tempered
Ferritic/ 99 200 12
Stainless steel and cast steel martensitic 260 460 .006 .009 .005 .009 .006 .011 .007 .010 .007 .012
Martensitic 119 240 13
M Stainless steel and cast steel Austenitic, duplex 87 180 14 260 460 .006 .009 .005 .009 .006 .011 .007 .010 .007 .012
Ferritic / pearlitic 180 15
Gray cast iron (GG) Pearlitic /
martensitic 260 16
K Nodular cast iron (GGG) Ferritic 160 17 330 820 .010 .018 .010 .018 .012 .020 .012 .020 .014 .022
Pearlitic 250 18
Ferritic 130 19
Malleable cast iron
Pearlitic 230 20
Not hardenable 60 21
Aluminum-wrought alloys
Hardenable 100 22
Not hardenable 75 23
Aluminum- ≤12% Si Hardenable 90 24
N cast alloys >12% Si High temperature 130 25 525 855 .012 .020 .012 .020 .014 .022 .014 .022 .024 .024
>1% Pb Free cutting 110 26
Copper alloys Brass 90 27
Electrolytic 100 28
copper
Annealed 200 31 100 195
Fe based Hardened 280 32
High temperature Annealed 250 33
alloys Ni or Co
S based Hardened 350 34 .004 .006 .004 .007 .006 .008 .006 .009 .006 .009
Cast 320 35 100 260
Pure 58 190 36
Titanium alloys Alpha+Beta
alloys, hardened 152 310 37
Hardened 55 HRC 38
Hardened steel 65 165 .004 .006 .005 .007 .006 .008 .006 .008 .006 .009
H Hardened 60 HRC 39
Chilled cast iron Cast 400 40
Cast iron Hardened 55 HRC 41
(1) For workpiece materials list, see pages 573-604. As a starting value, the middle of the recommended machining range should be used.
Then, according to the wear results, conditions can be changed to optimize performance.
92 ISCAR