
Page 93 - HOLE_MAKING_CATALOG_INCH_2022_P1-P186
P. 93
USER GUIDE
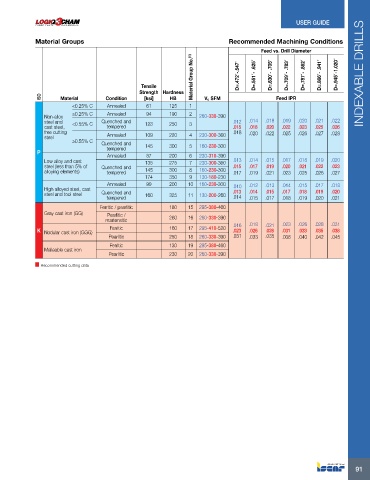
Material Groups Recommended Machining Conditions
Feed vs. Drill Diameter
Material Group No. (1) D=.472”-.547” D=.551”- .625” D=.630”- .705” D=.709”- .783” D=.787”- .862” D=.866”- .941” D=.945”-1.020” INDEXABLE DRILLS
Tensile
Strength Hardness
ISO Material Condition [ksi] HB Vc SFM Feed IPR
<0.25% C Annealed 61 125 1
Non-alloy ≥0.25% C Annealed 94 190 2 260-330-390
steel and <0.55% C Quenched and 123 250 3 .012 .014 .018 .019 .020 .021 .022
cast steel, tempered .015 .018 .020 .022 .023 .025 .026
free cutting Annealed 109 220 4 230-300-360 .018 .020 .022 .025 .026 .027 .028
steel
≥0.55% C Quenched and
tempered 145 300 5 160-230-300
P
Annealed 87 200 6 230-310-390
Low alloy and cast 135 275 7 230-300-360 .013 .014 .015 .017 .018 .019 .020
steel (less than 5% of Quenched and .015 .017 .019 .020 .021 .022 .023
alloying elements) tempered 145 300 8 160-230-300 .017 .019 .021 .023 .025 .026 .027
174 350 9 130-180-230
Annealed 99 200 10 160-230-300 .010 .012 .013 .014 .015 .017 .018
High alloyed steel, cast .013 .014 .015 .017 .018 .019 .020
steel and tool steel Quenched and 160 325 11 130-200-260
tempered .014 .015 .017 .018 .019 .020 .021
Ferritic / pearlitic 180 15 295-380-460
Gray cast iron (GG) Pearlitic /
martensitic 260 16 260-330-390 .016 .018 .021 .023 .026 .028 .031
K Nodular cast iron (GGG) Ferritic 160 17 295-410-520 .023 .026 .028 .031 .033 .035 .038
Pearlitic 250 18 260-330-390 .031 .033 .035 .038 .040 .042 .045
Ferritic 130 19 295-380-460
Malleable cast iron
Pearlitic 230 20 260-330-390
Recommended cutting data
91