
Page 33 - HOLE_MAKING_CATALOG_INCH_2022_P187-P236
P. 33
OAL MQL
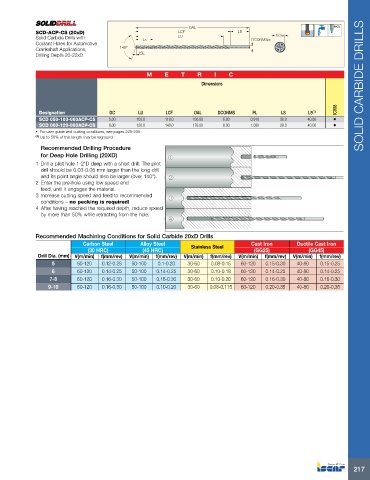
SCD-ACP-CS (20xD) LCF LS
Solid Carbide Drills with L5 LU DCONMSh6 DCh8
Coolant Holes for Automotive
Crankshaft Applications, 140º
Drilling Depth 20-22xD PL
M E T R I C
Dimensions SOLID CARBIDE DRILLS
IC908
Designation DC LU LCF OAL DCONMS PL LS L5 (1)
SCD 050-103-060ACP-CS 5.00 103.0 118.0 156.00 6.00 0.910 38.0 40.00 •
SCD 060-120-060ACP-CS 6.00 120.0 140.0 178.00 6.00 1.090 38.0 40.00 •
• For user guide and cutting conditions, see pages 225-235
(1) Up to 50% of this length may be reground
Recommended Drilling Procedure
for Deep Hole Drilling (20XD) 1
1 Drill a pilot hole 1-2*D deep with a short drill. The pilot
drill should be 0.03-0.05 mm larger than the long drill
and its point angle should also be larger (over 140°). 2
2 Enter the pre-hole using low speed and
feed, until it engages the material.
3 Increase cutting speed and feed to recommended 3
conditions – no pecking is required!
4 After having reached the required depth, reduce speed
by more than 50% while retracting from the hole.
4
Recommended Machining Conditions for Solid Carbide 20xD Drills
Carbon Steel Alloy Steel Stainless Steel Cast Iron Ductile Cast Iron
(30 HRC) (45 HRC) (GG25) (GG45)
Drill Dia. (mm) V(m/min) f(mm/rev) V(m/min) f(mm/rev) V(m/min) f(mm/rev) V(m/min) f(mm/rev) V(m/min) f(mm/rev)
5 60-120 0.12-0.25 50-100 0.1-0.20 30-60 0.08-0.15 60-120 0.15-0.30 40-80 0.15-0.25
6 60-120 0.14-0.25 50-100 0.14-0.25 30-60 0.10-0.18 60-120 0.14-0.25 40-80 0.14-0.25
7-8 60-120 0.16-0.30 50-100 0.16-0.30 30-60 0.10-0.20 60-120 0.16-0.30 40-80 0.16-0.30
9-10 60-120 0.16-0.30 50-100 0.10-0.20 30-60 0.08-0.115 60-120 0.20-0.35 40-80 0.20-0.35
217