
Page 36 - HOLE_MAKING_CATALOG_INCH_2022_P187-P236
P. 36
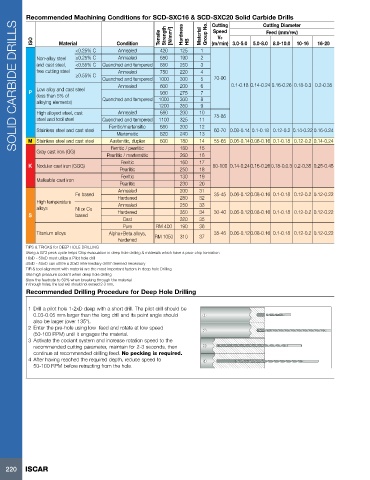
Recommended Machining Conditions for SCD-SXC16 & SCD-SXC20 Solid Carbide Drills
SOLID CARBIDE DRILLS
Cutting
Cutting Diameter
Speed
Vc
ISO Material Condition Tensile Strength [N/mm 2 ] Hardness HB Material Group No. (m/min) 3.0-5.0 5.0-8.0 Feed (mm/rev) 10-16 16-20
8.0-10.0
<0.25% C Annealed 420 125 1
Non-alloy steel ≥0.25% C Annealed 650 190 2
and cast steel, <0.55% C Quenched and tempered 850 250 3
free cutting steel Annealed 750 220 4
≥0.55% C
Quenched and tempered 1000 300 5 70-90
Annealed 600 200 6 0.1-0.18 0.14-0.24 0.16-0.26 0.18-0.3 0.2-0.35
P Low alloy and cast steel 930 275 7
(less than 5% of
alloying elements) Quenched and tempered 1000 300 8
1200 350 9
High alloyed steel, cast Annealed 680 200 10 75-85
steel and tool steel Quenched and tempered 1100 325 11
Ferritic/martensitic 680 200 12
Stainless steel and cast steel 60-70 0.08-0.14 0.1-0.18 0.12-0.2 0.14-0.22 0.16-0.24
Martensitic 820 240 13
M Stainless steel and cast steel Austenitic, duplex 600 180 14 55-65 0.06-0.140.08-0.16 0.1-0.18 0.12-0.2 0.14-0.24
Ferritic / pearlitic 180 15
Gray cast iron (GG)
Pearlitic / martensitic 260 16
Ferritic 160 17
K Nodular cast iron (GGG) 80-100 0.14-0.240.16-0.26 0.18-0.0.3 0.2-0.35 0.25-0.45
Pearlitic 250 18
Ferritic 130 19
Malleable cast iron
Pearlitic 230 20
Annealed 200 31
Fe based Hardened 280 32 35-45 0.06-0.120.08-0.16 0.1-0.18 0.12-0.2 0.12-0.22
High temperature Annealed 250 33
alloys Ni or Co
S based Hardened 350 34 30-40 0.06-0.120.08-0.16 0.1-0.18 0.12-0.2 0.12-0.22
Cast 320 35
Pure RM 400 190 36
Titanium alloys Alpha+Beta alloys, 35-45 0.06-0.120.08-0.16 0.1-0.18 0.12-0.2 0.12-0.22
hardened RM 1050 310 37
TIPS & TRICKS for DEEP HOLE DRILLING
Using a G73 peck cycle helps Chip evacuation in deep hole drilling & materials which have a poor chip formation
16xD - 50xD must utilize a Pilot hole drill
40xD - 50xD can utilize a 20xD intermediary drill if deemed necessary
TIR & tool alignment with material are the most important factors in deep hole Drilling
Use high pressure coolant when deep hole drilling
Slow the feedrate to 50% when breaking through the material
In through holes, the tool exit should not exceed 2-3 mm.
Recommended Drilling Procedure for Deep Hole Drilling
1 Drill a pilot hole 1-2xD deep with a short drill. The pilot drill should be
0.03-0.05 mm larger than the long drill and its point angle should 1
also be larger (over 135°).
2 Enter the pre-hole using low feed and rotate at low speed 2
(50-100 RPM) until it engages the material.
3 Activate the coolant system and increase rotation speed to the
recommended cutting parameter, maintain for 2-3 seconds, then 3
continue at recommended drilling feed. No pecking is required.
4 After having reached the required depth, reduce speed to 4
50-100 RPM before retracting from the hole.
220 ISCAR