
Page 38 - HOLE_MAKING_CATALOG_INCH_2022_P187-P236
P. 38
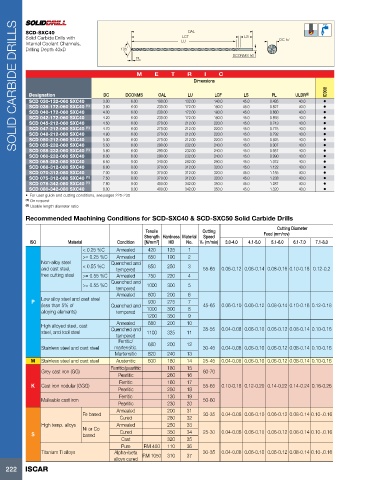
SOLID CARBIDE DRILLS
SCD-SXC40 OAL
Solid Carbide Drills with LCF LS DC h7
Internal Coolant Channels, LU
Drilling Depth 40xD 135
DCONMS h6
PL
M E T R I C
Dimensions
IC908
Designation DC DCONMS OAL LU LCF LS PL ULDR (2)
SCD 030-132-060 SXC40 3.00 6.00 190.00 132.00 140.0 45.0 0.495 40.0 •
SCD 038-172-060 SXC40 (1) 3.80 6.00 230.00 172.00 180.0 45.0 0.627 40.0 •
SCD 040-172-060 SXC40 4.00 6.00 230.00 172.00 180.0 45.0 0.660 40.0 •
SCD 042-172-060 SXC40 4.20 6.00 230.00 172.00 180.0 45.0 0.693 40.0 •
SCD 045-212-060 SXC40 4.50 6.00 270.00 212.00 220.0 45.0 0.743 40.0 •
SCD 047-212-060 SXC40 (1) 4.70 6.00 270.00 212.00 220.0 45.0 0.775 40.0 •
SCD 048-212-060 SXC40 4.80 6.00 270.00 212.00 220.0 45.0 0.792 40.0 •
SCD 050-212-060 SXC40 5.00 6.00 270.00 212.00 220.0 45.0 0.825 40.0 •
SCD 055-232-060 SXC40 5.50 6.00 290.00 232.00 240.0 45.0 0.907 40.0 •
SCD 058-232-060 SXC40 (1) 5.80 6.00 290.00 232.00 240.0 45.0 0.957 40.0 •
SCD 060-232-060 SXC40 6.00 6.00 290.00 232.00 240.0 45.0 0.990 40.0 •
SCD 065-282-080 SXC40 6.50 8.00 340.00 282.00 290.0 45.0 1.072 40.0 •
SCD 068-312-080 SXC40 6.80 8.00 370.00 312.00 320.0 45.0 1.122 40.0 •
SCD 070-312-080 SXC40 7.00 8.00 370.00 312.00 320.0 45.0 1.155 40.0 •
SCD 075-312-080 SXC40 (1) 7.50 8.00 370.00 312.00 320.0 45.0 1.238 40.0 •
SCD 078-342-080 SXC40 (1) 7.80 8.00 400.00 342.00 350.0 45.0 1.287 40.0 •
SCD 080-342-080 SXC40 8.00 8.00 400.00 342.00 350.0 45.0 1.320 40.0 •
• For user guide and cutting conditions, see pages 225-235
(1) On request
(2) Usable length diameter ratio
Recommended Machining Conditions for SCD-SXC40 & SCD-SXC50 Solid Carbide Drills
Cutting Diameter
Tensile Cutting Feed (mm/rev)
Strength Hardness Material Speed
2
ISO Material Condition [N/mm ] HB No. Vc (m/min) 3.0-4.0 4.1-5.0 5.1-6.0 6.1-7.0 7.1-8.0
< 0.25 %C Annealed 420 125 1
>= 0.25 %C Annealed 650 190 2
Non-alloy steel Quenched and
and cast steel, < 0.55 %C tempered 850 250 3 55-65 0.06-0.12 0.06-0.14 0.08-0.16 0.10-0.18 0.12-0.2
free cutting steel >= 0.55 %C Annealed 750 220 4
Quenched and
>= 0.55 %C 1000 300 5
tempered
Annealed 600 200 6
P Low alloy steel and cast steel 930 275 7
(less than 5% of Quenched and 1000 300 8 45-65 0.06-0.10 0.06-0.12 0.08-0.14 0.10-0.16 0.12-0.18
alloying elements) tempered
1200 350 9
High alloyed steel, cast Annealed 680 200 10
steel, and tool steel Quenched and 1100 325 11 35-55 0.04-0.08 0.06-0.10 0.06-0.12 0.08-0.14 0.10-0.16
tempered
Ferritic/ 680 200 12
Stainless steel and cast steel martensitic. 30-45 0.04-0.08 0.06-0.10 0.06-0.12 0.08-0.14 0.10-0.16
Martensitic 820 240 13
M Stainless steel and cast steel Austenitic 600 180 14 25-45 0.04-0.08 0.06-0.10 0.06-0.12 0.08-0.14 0.10-0.16
Ferritic/pearlitic 180 15
Grey cast iron (GG) 60-70
Pearlitic 260 16
Ferritic 160 17
K Cast iron nodular (GGG) 55-65 0.10-0.18 0.12-0.20 0.14-0.22 0.14-0.24 0.16-0.26
Pearlitic 250 18
Ferritic 130 19
Malleable cast iron 50-60
Pearlitic 230 20
Annealed 200 31
Fe based 30-35 0.04-0.08 0.06-0.10 0.06-0.12 0.08-0.14 0.10-.0.16
Cured 280 32
High temp. alloys Annealed 250 33
Ni or Co
S based Cured 350 34 25-30 0.04-0.08 0.06-0.10 0.06-0.12 0.08-0.14 0.10-.0.16
Cast 320 35
Pure RM 400 110 36
Titanium Ti alloys Alpha+beta 30-35 0.04-0.08 0.06-0.10 0.06-0.12 0.08-0.14 0.10-.0.16
alloys cured RM 1050 310 37
222 ISCAR