
Page 107 - HOLE_MAKING_CATALOG_INCH_2022_P447-P626
P. 107
USER GUIDE
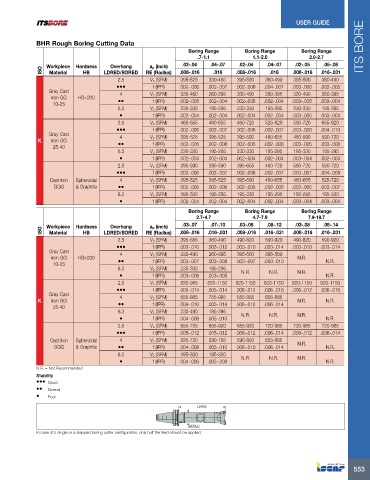
BHR Rough Boring Cutting Data
Boring Range Boring Range Boring Range ITS BORE
.7-1.1 1.1-2.0 2.0-2.7
Workpiece Hardness Overhang ap (inch) .02-.04 .04-.07 .02-.04 .04-.07 .02-.05 .05-.08
ISO Material HB LDRED/BDRED RE (Radius) .008-.016 .016 .008-.016 .016 .008-.016 .016-.031
2.5 Vc (SFM) 395-525 330-460 395-590 360-490 395-590 360-490
••• f (IPR) .002-.006 .002-.007 .002-.006 .004-.007 .003-.008 .003-.005
Gray Cast 4 Vc (SFM) 330-460 260-395 330-490 260-395 330-490 260-395
Iron GG HB<200 ••
10-25 f (IPR) .002-.005 .002-.004 .002-.005 .002-.004 .003-.005 .003-.004
6.3 Vc (SFM) 230-330 195-295 230-330 195-295 230-330 195-395
• f (IPR) .002-.004 .002-.004 .002-.004 .002-.004 .003-.005 .003-.004
2.5 Vc (SFM) 460-655 460-655 460-720 525-820 590-720 655-920
••• f (IPR) .002-.006 .002-.007 .002-.006 .002-.007 .003-.008 .004-.010
Gray Cast
K Iron GG 4 Vc (SFM) 395-525 395-525 395-590 460-655 460-590 590-720
25-40 •• f (IPR) .002-.005 .002-.006 .002-.005 .002-.006 .003-.005 .003-.008
6.3 Vc (SFM) 230-330 195-295 230-330 195-295 195-330 195-395
• f (IPR) .002-.004 .002-.004 .002-.004 .002-.004 .003-.004 .002-.004
2.5 Vc (SFM) 395-590 395-590 395-655 460-720 590-720 590-720
••• f (IPR) .002-.006 .002-.007 .002-.006 .002-.007 .003-.007 .004-.008
Cast Iron Spheroidal 4 Vc (SFM) 395-525 395-525 395-590 460-655 460-655 525-720
GGG & Graphite •• f (IPR) .002-.005 .002-.006 .002-.005 .002-.006 .003-.005 .003-.007
6.3 Vc (SFM) 195-330 195-295 195-330 195-295 195-295 195-330
• f (IPR) .002-.004 .002-.004 .002-.004 .002-.004 .003-.004 .003-.004
Boring Range Boring Range Boring Range
2.7-4.7 4.7-7.9 7.9-19.7
Workpiece Hardness Overhang ap (inch) .03-.07 .07-.10 .03-.08 .08-.12 .03-.08 .08-.14
ISO Material HB LDRED/BDRED RE (Radius) .008-.016 .016-.031 .008-.016 .016-.031 .008-.016 .016-.031
2.5 Vc (SFM) 395-655 360-490 490-820 590-920 490-820 590-920
••• f (IPR) .003-.010 .003-.012 .003-.010 .003-.014 .003-.010 .003-.014
Gray Cast 4 Vc (SFM) 330-490 260-395 395-560 395-560
Iron GG HB<200 •• N.R.
10-25 f (IPR) .003-.007 .003-.008 .003-.007 .003-.010 N.R.
6.3 Vc (SFM) 230-330 195-295
• f (IPR) .003-.006 .003-.005 N.R. N.R. N.R. N.R.
2.5 Vc (SFM) 820-985 820-1150 820-1150 820-1150 820-1150 820-1150
••• f (IPR) .005-.014 .005-.014 .006-.012 .006-.016 .006-.012 .006-.016
Gray Cast
K Iron GG 4 Vc (SFM) 655-885 755-985 655-985 655-885 N.R. N.R.
25-40 •• f (IPR) .004-.010 .005-.014 .006-.012 .006-.014
6.3 Vc (SFM) 230-490 195-395 N.R. N.R. N.R.
• f (IPR) .004-.006 .005-.010 N.R.
2.5 Vc (SFM) 655-785 655-920 655-920 720-985 720-985 720-985
••• f (IPR) .005-.012 .005-.012 .006-.012 .006-.014 .006-.012 .006-.014
Cast Iron Spheroidal 4 Vc (SFM) 525-720 590-785 590-820 655-885
GGG & Graphite •• f (IPR) .004-.008 .005-.010 .006-.010 .006-.014 N.R. N.R.
6.3 Vc (SFM) 195-330 195-330 N.R. N.R. N.R.
• f (IPR) .004-.006 .005-.008 N.R.
N.R. = Not Recommended
Stability
••• Good
•• Normal
• Poor
LDRED
BDRED
In case of a single or a stepped boring cutter configuration, only half the feed should be applied.
553