
Page 109 - HOLE_MAKING_CATALOG_INCH_2022_P447-P626
P. 109
USER GUIDE
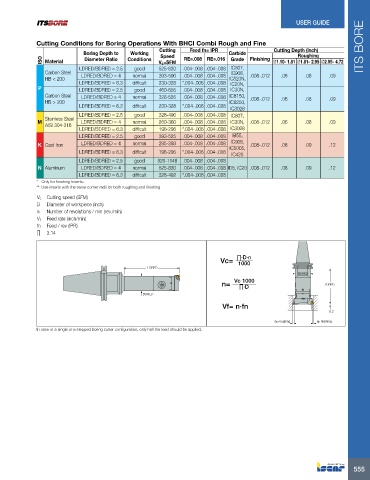
Cutting Conditions for Boring Operations With BHCI Combi Rough and Fine
Cutting Feed fn= IPR Cutting Depth (inch) ITS BORE
Boring Depth to Working Speed Carbide Roughing
ISO Material Diameter Ratio Conditions Vc=SFM RE=.008 RE=.016 Grade Finishing Ø1.10- 1.81 Ø1.81- 2.95 Ø2.95- 4.72
LDRED/BDRED = 2.5 good 525-820 .004-.008 .004-.008 IC807,
Carbon Steel IC908,
HB < 200 LDRED/BDRED = 4 normal 393-590 .004-.008 .004-.008 IC520N, .008-.012 .06 .08 .09
LDRED/BDRED = 6.3 difficult 230-328 *.004-.006 .004-.008 IC20N,
P LDRED/BDRED = 2.5 good 460-655 .004-.008 .004-.008 IC30N,
Carbon Steel LDRED/BDRED = 4 normal 328-525 .004-.008 .004-.008 IC8150, .008-.012 .06 .08 .09
HB > 200 IC8250,
LDRED/BDRED = 6.3 difficult 230-328 *.004-.006 .004-.008 IC3028
LDRED/BDRED = 2.5 good 328-490 .004-.008 .004-.008 IC807,
Stainless Steel
M LDRED/BDRED = 4 normal 260-360 .004-.008 .004-.008 IC30N, .008-.012 .06 .08 .09
AISI 304-316
LDRED/BDRED = 6.3 difficult 196-295 *.004-.006 .004-.008 IC3028
LDRED/BDRED = 2.5 good 393-525 .004-.008 .004-.008 IB55,
IC908,
K Cast Iron LDRED/BDRED = 4 normal 295-393 .004-.008 .004-.008 IC5005, .008-.012 .08 .09 .12
LDRED/BDRED = 6.3 difficult 196-295 *.004-.006 .004-.008 IC428
LDRED/BDRED = 2.5 good 820-1148 .004-.008 .004-.008
N Aluminum LDRED/BDRED = 4 normal 525-820 .004-.008 .004-.008 ID5, IC20 .008-.012 .08 .09 .12
LDRED/BDRED = 6.3 difficult 328-492 *.004-.006 .004-.008
* Only for finishing Inserts.
** Use inserts with the same corner radii for both roughing and finishing
Vc Cutting speed (SFM)
D Diameter of workpiece (inch)
n Number of revolutions / min (rev./min)
Vf Feed rate (inch/min)
fn Feed / rev (IPR)
∏ 3.14
Vc= ∏·D·n
1000
LDRED
BDRED
.0015 0 .0005 .001 n= Vc 1000 LDRED
∏·D
BDRED
Vf= n·fn
0.2
ap roughing ap finishing
In case of a single or a stepped boring cutter configuration, only half the feed should be applied.
555