
Page 88 - HOLE_MAKING_CATALOG_INCH_2022_P447-P626
P. 88
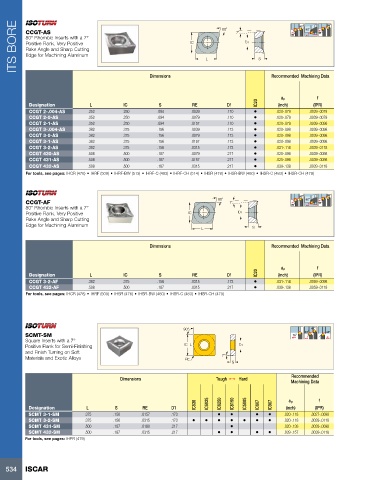
ITS BORE CCGT-AS IC L 80˚ 7˚ D1 S 95 º 95 º 95 º 91° 99°
80° Rhombic Inserts with a 7°
Positive Flank, Very Positive
Rake Angle and Sharp Cutting
Edge for Machining Aluminum
Dimensions Recommended Machining Data
ap f
Designation L IC S RE D1 IC20 (inch) (IPR)
CCGT 2-.004-AS .252 .250 .094 .0039 .110 • .020-.079 .0039-.0079
CCGT 2-0-AS .252 .250 .094 .0079 .110 • .020-.079 .0039-.0079
CCGT 2-1-AS .252 .250 .094 .0157 .110 • .020-.079 .0039-.0098
CCGT 3-.004-AS .382 .375 .156 .0039 .173 • .020-.098 .0039-.0098
CCGT 3-0-AS .382 .375 .156 .0079 .173 • .020-.098 .0039-.0098
CCGT 3-1-AS .382 .375 .156 .0157 .173 • .020-.098 .0039-.0098
CCGT 3-2-AS .382 .375 .156 .0315 .173 • .031-.118 .0039-.0118
CCGT 430-AS .508 .500 .187 .0079 .217 • .020-.098 .0039-.0098
CCGT 431-AS .508 .500 .187 .0157 .217 • .020-.098 .0039-.0098
CCGT 432-AS .508 .500 .187 .0315 .217 • .039-.138 .0039-.0118
For tools, see pages: IHCR (478) • IHRF (509) • IHRF-BW (513) • IHRF-C (483) • IHRF-CH (514) • IHSR (478) • IHSR-BW (480) • IHSR-C (483) • IHSR-CH (479)
95 º 99°
CCGT-AF 80˚ 7˚ 95 º 95 º 91°
80° Rhombic Inserts with a 7°
Positive Flank, Very Positive IC D1
Rake Angle and Sharp Cutting
Edge for Machining Aluminum S
L
Dimensions Recommended Machining Data
ap f
Designation L IC S RE D1 IC20 (inch) (IPR)
CCGT 3-2-AF .382 .375 .156 .0315 .173 • .031-.118 .0059-.0098
CCGT 432-AF .508 .500 .187 .0315 .217 • .039-.138 .0059-.0118
For tools, see pages: IHCR (478) • IHRF (509) • IHSR (478) • IHSR-BW (480) • IHSR-C (483) • IHSR-CH (479)
90° 45 º
SCMT-SM 75 º 45 º 45°
Square Inserts with a 7°
Positive Flank for Semi-Finishing IC=L D1
and Finish Turning on Soft 7°
Materials and Exotic Alloys RE
S
Recommended
Dimensions Tough 1 Hard
Machining Data
IC830 IC6025 IC8250 IC8150 IC5005 IC807 IC907 ap f
Designation L S RE D1 (inch) (IPR)
SCMT 3-1-SM .375 .156 .0157 .173 • • • • .020-.118 .0027-.0098
SCMT 3-2-SM .375 .156 .0315 .173 • • • • • • • .020-.118 .0039-.0118
SCMT 431-SM .500 .187 .0160 .217 • .020-.138 .0039-.0098
SCMT 432-SM .500 .187 .0315 .217 • • • • .039-.157 .0039-.0118
For tools, see pages: IHPR (479)
534 ISCAR