
Page 91 - HOLE_MAKING_CATALOG_INCH_2022_P447-P626
P. 91
60° 91 º
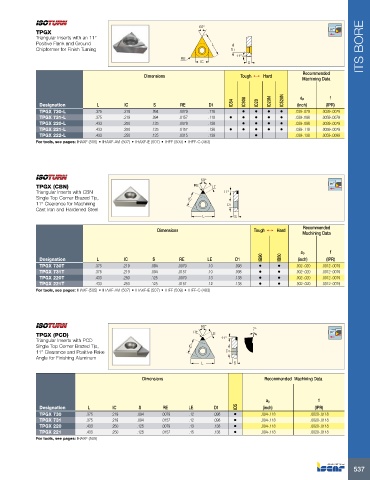
TPGX
Triangular Inserts with an 11°
Positive Flank and Ground L
Chipformer for Finish Turning D1 ITS BORE
11°
RE
IC S
Dimensions Tough 1 Hard Recommended
Machining Data
f
ap
Designation L IC S RE D1 IC54 IC908 IC20 IC20N IC520N (inch) (IPR)
TPGX 730-L .375 .219 .094 .0079 .118 • • • • .039-.079 .0039-.0079
TPGX 731-L .375 .219 .094 .0157 .118 • • • • • .039-.098 .0059-.0079
TPGX 220-L .433 .250 .125 .0079 .138 • • • • .039-.098 .0039-.0079
TPGX 221-L .433 .250 .125 .0157 .138 • • • • • .039-.118 .0059-.0079
TPGX 222-L .433 .250 .125 .0315 .138 • .039-.138 .0059-.0098
For tools, see pages: IHAXF (505) • IHAXF-AVI (507) • IHAXF-E (507) • IHFF (509) • IHFF-C (483)
60°
TPGX (CBN) RE LE 91 º
Triangular Inserts with CBN 11°
Single Top Corner Brazed Tip, IC
11° Clearance for Machining D1
Cast Iron and Hardened Steel
L S
Recommended
Dimensions Tough 1 Hard
Machining Data
ap f
Designation L IC S RE LE D1 IB90 IB50 (inch) (IPR)
TPGX 730T .375 .219 .094 .0079 .10 .098 • • .002-.020 .0012-.0079
TPGX 731T .375 .219 .094 .0157 .10 .098 • • .002-.020 .0012-.0079
TPGX 220T .433 .250 .125 .0079 .13 .138 • • .002-.020 .0012-.0079
TPGX 221T .433 .250 .125 .0157 .12 .138 • • .002-.020 .0012-.0079
For tools, see pages: IHAXF (505) • IHAXF-AVI (507) • IHAXF-E (507) • IHFF (509) • IHFF-C (483)
60° 7°
TPGX (PCD) RE LE 11° 91 º
Triangular Inserts with PCD
Single Top Corner Brazed Tip, IC
11° Clearance and Positive Rake D1
Angle for Finishing Aluminum
L S
Dimensions Recommended Machining Data
ap f
Designation L IC S RE LE D1 ID5 (inch) (IPR)
TPGX 730 .375 .219 .094 .0079 .12 .098 • .004-.118 .0020-.0118
TPGX 731 .375 .219 .094 .0157 .12 .098 • .004-.118 .0020-.0118
TPGX 220 .433 .250 .125 .0079 .13 .138 • .004-.118 .0020-.0118
TPGX 221 .433 .250 .125 .0157 .15 .138 • .004-.118 .0020-.0118
For tools, see pages: IHAXF (505)
537