
Page 90 - HOLE_MAKING_CATALOG_INCH_2022_P447-P626
P. 90
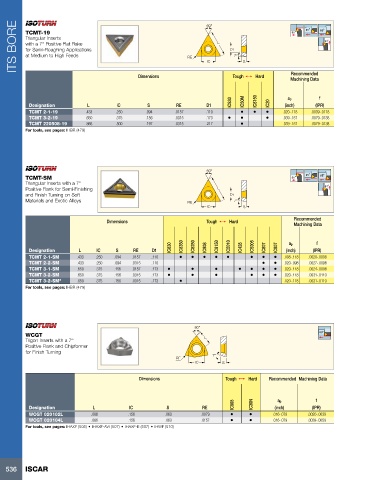
ITS BORE TCMT-19 RE 60° L D1 7° S 91 º 91 º 95 º 91 º
Triangular Inserts
with a 7° Positive Flat Rake
for Semi-Roughing Applications
at Medium to High Feeds
IC
Dimensions Tough 1 Hard Recommended
Machining Data
IC830 IC50M IC8150 ap f
Designation L IC S RE D1 IC20 (inch) (IPR)
TCMT 2-1-19 .433 .250 .094 .0157 .110 • • • .020-.118 .0039-.0118
TCMT 3-2-19 .650 .375 .156 .0315 .173 • • • .039-.157 .0079-.0138
TCMT 220508-19 .866 .500 .197 .0315 .217 • .039-.157 .0079-.0138
For tools, see pages: IHBR (479)
60°
TCMT-SM 91 º 91 º 95 º
Triangular Inserts with a 7° 91 º
Positive Flank for Semi-Finishing L
and Finish Turning on Soft D1
Materials and Exotic Alloys RE 7°
IC S
Recommended
Dimensions Tough 1 Hard
Machining Data
IC830 IC8350 IC8250 IC908 IC8150 IC5010 IC428 IC5005 IC807 IC907 ap f
Designation L IC S RE D1 (inch) (IPR)
TCMT 2-1-SM .433 .250 .094 .0157 .110 • • • • • • • • .008-.118 .0020-.0098
TCMT 2-2-SM .433 .250 .094 .0315 .110 • • .020-.098 .0027-.0098
TCMT 3-1-SM .650 .375 .156 .0157 .173 • • • • • • • .020-.118 .0024-.0098
TCMT 3-2-SM .650 .375 .156 .0315 .173 • • • • • • .020-.118 .0031-.0110
TCMT 3-2-SM* .650 .375 .156 .0315 .173 • .020-.118 .0031-.0110
For tools, see pages: IHBR (479)
80°
WCGT L 93º
Trigon Inserts with a 7°
Positive Flank and Chipformer
for Finish Turning 7°
RE
IC S
Dimensions Tough 1 Hard Recommended Machining Data
IC908 IC30N ap f
Designation L IC S RE (inch) (IPR)
WCGT 020102L .086 .156 .063 .0079 • • .016-.079 .0020-.0039
WCGT 020104L .086 .156 .063 .0157 • • .016-.079 .0039-.0059
For tools, see pages: IHAXF (505) • IHAXF-AVI (507) • IHAXF-E (507) • IHWF (510)
536 ISCAR