
Page 107 - MILLING_CATALOG_INCH_2022_P229-P360
P. 107
OAL
LF
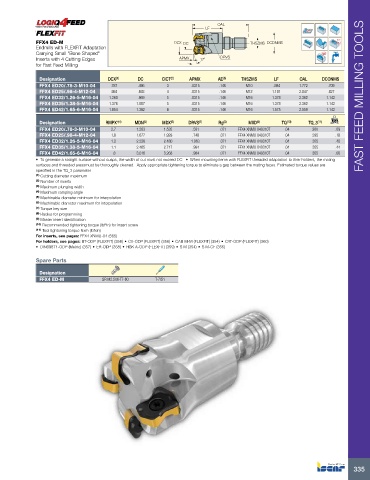
FFX4 ED-M DCX DC THSZMS DCONMS Rd°
Endmills with FLEXFIT Adaptation
Carrying Small "Bone Shaped"
Inserts with 4 Cutting Edges APMX 17˚ DRVS
for Fast Feed Milling
Designation DCX (1) DC CICT (2) APMX AE (3) THSZMS LF OAL DCONMS
FFX4 ED20/.78-3-M10-04 .787 .496 3 .0315 .146 M10 .984 1.772 .709
FFX4 ED25/.98-4-M12-04 .984 .693 4 .0315 .146 M12 1.181 2.047 .827
FFX4 ED32/1.26-5-M16-04 1.260 .969 5 .0315 .146 M16 1.378 2.362 1.142 FAST FEED MILLING TOOLS
FFX4 ED35/1.38-5-M16-04 1.378 1.087 5 .0315 .146 M16 1.378 2.362 1.142
FFX4 ED42/1.65-6-M16-04 1.654 1.362 6 .0315 .146 M16 1.575 2.559 1.142
Designation RMPX° (4) MDN (5) MDX (6) DRVS (7) Rg (8) MIID (9) TQ (10) TQ_3 (11) Lbs
FFX4 ED20/.78-3-M10-04 2.7 1.283 1.535 .591 .071 FFX4 XNMU 040310T .04 260 .09
FFX4 ED25/.98-4-M12-04 1.8 1.677 1.929 .748 .071 FFX4 XNMU 040310T .04 295 .18
FFX4 ED32/1.26-5-M16-04 1.2 2.228 2.480 1.063 .071 FFX4 XNMU 040310T .04 355 .40
FFX4 ED35/1.38-5-M16-04 1.1 2.465 2.717 .984 .071 FFX4 XNMU 040310T .04 355 .44
FFX4 ED42/1.65-6-M16-04 .8 3.016 3.268 .984 .071 FFX4 XNMU 040310T .04 355 .66
• To generate a straight surface without cusps, the width of cut must not exceed DC • When mounting items with FLEXFIT threaded adaptation to their holders, the mating
surfaces and threaded areasmust be thoroughly cleaned. Apply appropriate tightening torque to eliminate a gap between the mating faces. Estimated torque values are
specified in the TQ_3 parameter
(1) Cutting diameter maximum
(2) Number of inserts
(3) Maximum plunging width
(4) Maximum ramping angle
(5) Machinable diameter minimum for interpolation
(6) Machinable diameter maximum for interpolation
(7) Torque key size
(8) Radius for programming
(9) Master insert identification
(10) Recommended tightening torque (lbf*in) for insert screw
(11) Tool tightening torque Nxm (lbfxin)
For inserts, see pages: FFX4 XNMU-04 (565)
For holders, see pages: BT-ODP (FLEXFIT) (356) • C#-ODP (FLEXFIT) (356) • CAB M-M (FLEXFIT) (354) • CAT-ODP (FLEXFIT) (360)
• DIN69871-ODP (Metric) (357) • ER-ODP (358) • HSK A-ODP (FLEXFIT) (359) • S M (354) • S M-CF (355)
Spare Parts
Designation
FFX4 ED-M SR M2.5X6-T7-60 T-7/51
335