
Page 110 - MILLING_CATALOG_INCH_2022_P229-P360
P. 110
FAST FEED MILLING TOOLS
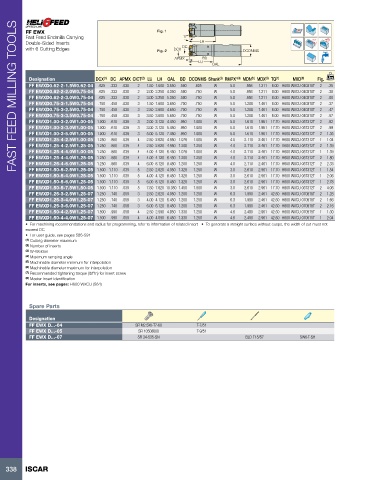
FF EWX Fig. 1
Fast Feed Endmills Carrying 17°
Double-Sided Inserts LH Rd°
with 6 Cutting Edges Fig. 2 DCX DC DCONMS
APMX BD
LU
OAL
Designation DCX (1) DC APMX CICT (2) LU LH OAL BD DCONMS Shank (3) RMPX° (4) MDN (5) MDX (6) TQ (7) MIID (8) Fig. Lbs
FF EWXD0.62-2-1.5W0.62-04 .625 .333 .030 2 1.50 1.600 3.550 .580 .625 W 5.0 .958 1.211 8.00 H600 WXCU 040310T 2 .25
FF EWXD0.62-2-2.0W0.75-04 .625 .333 .030 2 2.00 2.250 4.350 .580 .750 W 5.0 .958 1.211 8.00 H600 WXCU 040310T 2 .38
FF EWXD0.62-2-3.0W0.75-04 .625 .333 .030 2 3.00 3.250 5.350 .580 .750 W 5.0 .958 1.211 8.00 H600 WXCU 040310T 2 .00
FF EWXD0.75-3-1.5W0.75-04 .750 .458 .030 3 1.50 1.600 3.650 .700 .750 W 5.0 1.208 1.461 8.00 H600 WXCU 040310T 2 .37
FF EWXD0.75-3-2.5W0.75-04 .750 .458 .030 3 2.50 2.600 4.650 .700 .750 W 5.0 1.208 1.461 8.00 H600 WXCU 040310T 2 .47
FF EWXD0.75-3-3.5W0.75-04 .750 .458 .030 3 3.50 3.600 5.650 .700 .750 W 5.0 1.208 1.461 8.00 H600 WXCU 040310T 2 .57
FF EWXD1.00-3-2.0W1.00-05 1.000 .610 .039 3 2.00 2.120 4.450 .950 1.000 W 5.0 1.610 1.961 17.70 H600 WXCU 05T312T 2 .82
FF EWXD1.00-3-3.0W1.00-05 1.000 .610 .039 3 3.00 3.120 5.450 .950 1.000 W 5.0 1.610 1.961 17.70 H600 WXCU 05T312T 2 .99
FF EWXD1.00-3-5.0W1.00-05 1.000 .610 .039 3 5.00 5.120 7.450 .950 1.000 W 5.0 1.610 1.961 17.70 H600 WXCU 05T312T 2 1.35
FF EWXD1.25-4-2.5W1.00-05 1.250 .860 .039 4 2.50 2.620 4.950 1.078 1.000 W 4.0 2.110 2.461 17.70 H600 WXCU 05T312T 1 1.04
FF EWXD1.25-4-2.5W1.25-05 1.250 .860 .039 4 2.50 2.620 4.950 1.200 1.250 W 4.0 2.110 2.461 17.70 H600 WXCU 05T312T 2 1.39
FF EWXD1.25-4-4.0W1.00-05 1.250 .860 .039 4 4.00 4.120 6.450 1.078 1.000 W 4.0 2.110 2.461 17.70 H600 WXCU 05T312T 1 1.39
FF EWXD1.25-4-4.0W1.25-05 1.250 .860 .039 4 4.00 4.120 6.450 1.200 1.250 W 4.0 2.110 2.461 17.70 H600 WXCU 05T312T 2 1.80
FF EWXD1.25-4-6.0W1.25-05 1.250 .860 .039 4 6.00 6.120 8.450 1.200 1.250 W 4.0 2.110 2.461 17.70 H600 WXCU 05T312T 2 2.33
FF EWXD1.50-5-2.5W1.25-05 1.500 1.110 .039 5 2.50 2.620 4.950 1.328 1.250 W 3.0 2.610 2.961 17.70 H600 WXCU 05T312T 1 1.54
FF EWXD1.50-5-4.0W1.25-05 1.500 1.110 .039 5 4.00 4.120 6.450 1.328 1.250 W 3.0 2.610 2.961 17.70 H600 WXCU 05T312T 1 2.06
FF EWXD1.50-5-6.0W1.25-05 1.500 1.110 .039 5 6.00 6.120 8.450 1.328 1.250 W 3.0 2.610 2.961 17.70 H600 WXCU 05T312T 1 2.78
FF EWXD1.50-5-7.5W1.50-05 1.500 1.110 .039 5 7.50 7.620 10.350 1.450 1.500 W 3.0 2.610 2.961 17.70 H600 WXCU 05T312T 2 4.06
FF EWXD1.25-3-2.5W1.25-07 1.250 .740 .059 3 2.50 2.620 4.950 1.200 1.250 W 6.3 1.990 2.461 42.50 H600 WXCU 070515T 2 1.28
FF EWXD1.25-3-4.0W1.25-07 1.250 .740 .059 3 4.00 4.120 6.450 1.200 1.250 W 6.3 1.990 2.461 42.50 H600 WXCU 070515T 2 1.66
FF EWXD1.25-3-6.0W1.25-07 1.250 .740 .059 3 6.00 6.120 8.450 1.200 1.250 W 6.3 1.990 2.461 42.50 H600 WXCU 070515T 2 2.16
FF EWXD1.50-4-2.5W1.25-07 1.500 .990 .059 4 2.50 2.590 4.950 1.330 1.250 W 4.6 2.490 2.961 42.50 H600 WXCU 070515T 1 1.30
FF EWXD1.50-4-4.0W1.25-07 1.500 .990 .059 4 4.00 4.090 6.450 1.330 1.250 W 4.6 2.490 2.961 42.50 H600 WXCU 070515T 1 2.04
• For machining recommendations and radius for programming, refer to information of related insert • To generate a straight surface without cusps, the width of cut must not
exceed DC
• For user guide, see pages 586-591
(1) Cutting diameter maximum
(2) Number of inserts
(3) W-Weldon
(4) Maximum ramping angle
(5) Machinable diameter minimum for interpolation
(6) Machinable diameter maximum for interpolation
(7) Recommended tightening torque (lbf*in) for insert screw
(8) Master insert identification
For inserts, see pages: H600 WXCU (564)
Spare Parts
Designation
FF EWX D...-04 SR M2.5X6-T7-60 T-7/51
FF EWX D...-05 SR 10508600 T-9/51
FF EWX D...-07 SR 34-535-SN BLD T15/S7 SW6-T-SH
338 ISCAR