
Page 118 - MILLING_CATALOG_INCH_2022_P229-P360
P. 118
DHUB
FAST FEED MILLING TOOLS
MFQ8-12 DCONMS
Moderate Feed Face Mills
Carrying Double-Sided Inserts OAL APMX
with 8 Cutting Edges
22˚
DC
DCX
Designation DC DCX (1) APMX CICT (2) OAL DHUB DCONMS Arbor MIID (3) Lbs
MFQ8 D2.00-05-0.75-12 1.276 2.000 .1180 5 1.625 1.850 .750 A FFQ8 SZMU 120520 1.48
MFQ8 D2.50-06-1.00-12 1.776 2.500 .1180 6 1.750 2.250 1.000 A FFQ8 SZMU 120520 2.43
MFQ8 D3.00-07-1.00-12 2.276 3.000 .1180 7 1.750 2.250 1.000 A FFQ8 SZMU 120520 3.38
MFQ8 D4.00-08-1.50-12 3.276 4.000 .1180 8 2.000 3.230 1.500 B FFQ8 SZMU 120520 4.41
• Radius for programming .197" • To generate a straight surface without cusps, the width of cut most not exceed DC • For slot milling or machining with high tool
overhang, the maximum depth of cut should be reduced by 30%
(1) Cutting diameter maximum
(2) Number of inserts
(3) Recommended tightening torque (lbfxin) for insert screw
For inserts, see pages: FFQ8 SZMU (562)
Spare Parts
Designation
MFQ8 D2.00-05-0.75-12 SR M4X0.7-L11.5 IP15 BLD IP15/S7 SW6-T-SH SR UNF 3/8X1 B18.3
MFQ8 D2.50-06-1.00-12 SR M4X0.7-L11.5 IP15 BLD IP15/S7 SW6-T-SH SR UNF 1/2X20X1 B18.3
MFQ8 D3.00-07-1.00-12 SR M4X0.7-L11.5 IP15 BLD IP15/S7 SW6-T-SH SR UNF 1/2X20X1 B18.3
MFQ8 D4.00-08-1.50-12 SR M4X0.7-L11.5 IP15 BLD IP15/M7 SW6-T-SH
FF EW
Fast Feed Endmills with DCX DC DCONMS
FF WO.. Inserts Rd°
APMX DF
LU
LH
OAL
Designation DCX (1) DC CICT (2) APMX LH LU OAL DF DCONMS Shank (3) RMPX° (4) TQ (5) MIID (6) Lbs
FF EW D1.00-2.0-W1.0-06-C 1.000 .450 2 .047 2.120 - 4.760 - 1.000 W 5.0 18.00 FF WOMT0602 .87
FF EW D1.00-3.0-W1.0-06-C 1.000 .450 2 .047 3.120 - 5.770 - 1.000 W 5.0 18.00 FF WOMT0602 1.04
FF EW D1.25-2.5-W1.0-06-C 1.250 .700 3 .047 2.620 2.50 5.260 1.200 1.000 W 4.0 18.00 FF WOMT0602 1.21
FF EW D1.25-4.0-W1.0-06-C 1.250 .700 3 .047 4.120 4.00 6.760 1.200 1.000 W 4.0 18.00 FF WOMT0602 1.65
FF EW D1.5-4.0-W1.25-09-C 1.500 .680 3 .079 3.890 4.00 6.580 1.970 1.250 W 5.0 44.00 FF WOMT09T3 2.31
FF EW D1.5-6.0-W1.25-09-C 1.500 .680 3 .079 5.890 6.00 8.580 1.970 1.250 W 5.0 44.00 FF WOMT09T3 3.19
•For user guide, see pages 586-591
(1) Cutting diameter maximum
(2) Number of inserts
(3) W-Weldon
(4) Maximum ramping angle
(5) Insert tightening torque
(6) Master insert identification
For inserts, see pages: FF WOCT/WOMT/WOMW (563)
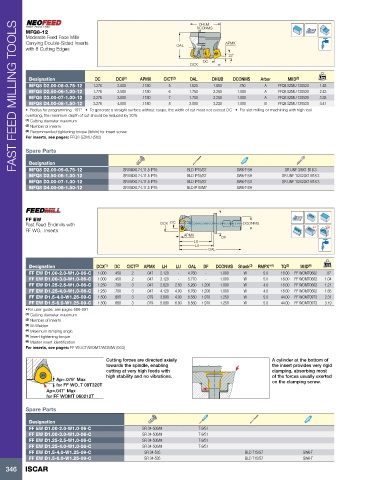
Cutting forces are directed axially A cylinder at the bottom of
towards the spindle, enabling the insert provides very rigid
cutting at very high feeds with clamping, absorbing most
high stability and no vibrations. of the forces usually exerted
Ap=.079” Max on the clamping screw.
for FF WO_T 09T320T
Ap=.047” Max
for FF WOMT 060212T
Spare Parts
Designation
FF EW D1.00-2.0-W1.0-06-C SR 34-506/M T-9/51
FF EW D1.00-3.0-W1.0-06-C SR 34-506/M T-9/51
FF EW D1.25-2.5-W1.0-06-C SR 34-506/M T-9/51
FF EW D1.25-4.0-W1.0-06-C SR 34-506/M T-9/51
FF EW D1.5-4.0-W1.25-09-C SR 34-535 BLD T15/S7 SW6-T
FF EW D1.5-6.0-W1.25-09-C SR 34-535 BLD T15/S7 SW6-T
346 ISCAR