
Page 68 - MILLING_CATALOG_INCH_2022_P229-P360
P. 68
USER GUIDE
PLUNGING CUTTERS
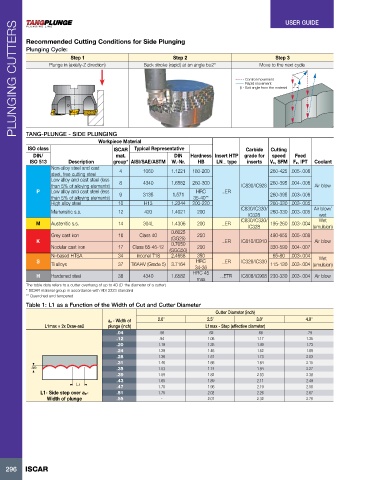
Recommended Cutting Conditions for Side Plunging
Plunging Cycle:
Step 1 Step 2 Step 3
Plunge in (axially-Z direction) Back stroke (rapid) at an angle b≥2° Move to the next cycle
Control movement
Rapid movement β
β - Exit angle from the material
TANG-PLUNGE - SIDE PLUNGING
Workpiece Material
ISO class ISCAR Typical Representative Carbide Cutting
DIN/ mat. DIN Hardness Insert HTP grade for speed Feed
ISO 513 Description group* AISI/SAE/ASTM W.-Nr. HB LN… type inserts Vc, SFM Fz, IPT Coolant
Non-alloy steel and cast 4 1060 1.1221 180-200 260-425 .005-.006
steel, free cutting steel
Low alloy and cast steel (less 8 4340 1.6582 260-300 260-395 .004-.006
than 5% of alloying elements) IC830/IC928 Air blow
P Low alloy and cast steel (less HRC …ER
than 5% of alloying elements) 9 3135 1.571 35-40** 260-395 .003-.006
High alloy steel 10 H13 1.2344 200-220 260-330 .003-.005
IC830/IC330/ Air blow/
Martensitic s.s. 12 420 1.4021 200 260-330 .003-.005
IC328 wet
IC830/IC330/ Wet
M Austenitic s.s. 14 304L 1.4306 200 …ER 195-260 .003-.004
IC328 (emulsion)
0.6025
Grey cast iron 16 Class 40 250 490-655 .005-.008
K (GG25) …ER IC810/IC910 Air blow
0.7050
Nodular cast iron 17 Class 65-45-12 200 330-590 .004-.007
(GGG50)
Ni-based HTSA 34 Inconel 718 2.4668 350 65-80 .003-.004 Wet
S Ti alloys 37 Ti6Al4V (Grade 5) 3.7164 HRC …ER IC328/IC330 115-130 .003-.004 (emulsion)
34-36
HRC 45
H Hardened steel 38 4340 1.6582 …ETR IC808/IC908 230-330 .003-.004 Air blow
max
The table data refers to a cutter overhang of up to 4D (D-the diameter of a cutter)
* ISCAR material group in accordance with VDI 3323 standard
** Quenched and tempered
Table 1: L1 as a Function of the Width of Cut and Cutter Diameter
Cutter Diameter (inch)
ae - Width of 2.0” 2.5” 3.0” 4.0”
L1max = 2x Dxae-ae2 plunge (inch) L1max - Step (effective diameter)
.04 .56 .62 .68 .79
.12 .94 1.06 1.17 1.35
.20 1.19 1.35 1.49 1.73
.24 1.29 1.46 1.62 1.89
.28 1.38 1.57 1.73 2.03
.31 1.46 1.66 1.84 2.15
ae .35 1.53 1.74 1.94 2.27
.39 1.59 1.82 2.03 2.38
.43 1.65 1.89 2.11 2.49
L1 .47 1.70 1.96 2.19 2.58
L1- Side step over ae- .51 1.75 2.02 2.26 2.67
Width of plunge .55 - 2.07 2.32 2.76
296 ISCAR