
Page 103 - Turning_catalog_INCH_2022_45_P509-690
P. 103
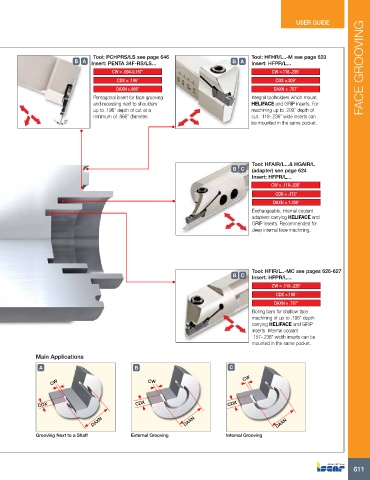
USER GUIDE
Tool: PCHPRS/LS see page 646 Tool: HFHR/L..-M see page 623
B A Insert: PENTA 34F-RS/LS… B A Insert: HFPR/L…
CW = .094-0.157” CW =.118-.236” FACE GROOVING
CDX = .196” CDX =.209”
DAXN =.866” DAXN = .787”
Pentagonal insert for face grooving Integral toolholders which mount
and recessing next to shoulders HELIFACE and GRIP inserts. For
up to .196” depth of cut at a machining up to .209” depth of
minimum of .866” diameter. cut. .118-.236” wide inserts can
be mounted in the same pocket.
Tool: HFAIR/L…& HGAIR/L
B C (adapter) see page 624
Insert: HFPR/L…
CW = .118-.236”
CDX = .472”
DAXN = 1.259”
Exchangeable, internal coolant
adapters carrying HELIFACE and
GRIP inserts. Recommended for
deep internal face machining.
Tool: HFIR/L..-MC see pages 626-627
B C Insert: HFPR/L…
CW = .118-.236”
CDX =.196”
DAXN = .787”
Boring bars for shallow face
machining of up to .196” depth
carrying HELIFACE and GRIP
inserts. Internal coolant
.157-.236” width inserts can be
mounted in the same pocket.
Main Applications
Tool: TNFFA see page 639 A B C
Insert: TNF GN/M/P-IQ...
CW CW CW
CDX CDX CDX
DAXN DAXN DAXN
Grooving Next to a Shaft External Grooving Internal Grooving
611