
Page 51 - Turning_catalog_INCH_2022_45_P509-690
P. 51
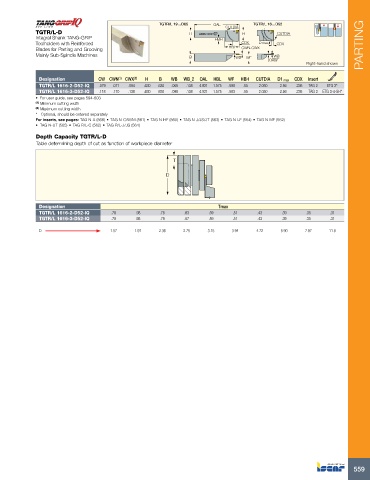
TGTR/L 19…D65 OAL TGTR/L 16…D52
TGTR/L-D H CUTDIA H CUTDIA
Integral Shank TANG-GRIP HBH
Toolholders with Reinforced CDX D1max CDX PARTING
Blades for Parting and Grooving HBL CWN-CWX
Mainly Sub-Spindle Machines B WB WF WB
OAW
Right-hand shown
Designation CW CWN (1) CWX (2) H B WB WB_2 OAL HBL WF HBH CUTDIA D1 max CDX Insert
TGTR/L 1616-2-D52-IQ .079 .071 .094 .630 .630 .065 .138 4.921 1.575 .598 .55 2.050 2.56 .236 TAG 2 ETG 2*
TGTR/L 1616-3-D52-IQ .118 .110 .138 .630 .630 .098 .138 4.921 1.575 .583 .55 2.050 2.56 .236 TAG 3 ETG 3-4-SH*
• For user guide, see pages 594-603
(1) Minimum cutting width
(2) Maximum cutting width
* Optional, should be ordered separately
For inserts, see pages: TAG N-A (566) • TAG N-C/W/M (561) • TAG N-HF (560) • TAG N-J/JS/JT (563) • TAG N-LF (564) • TAG N-MF (562)
• TAG N-UT (565) • TAG R/L-C (562) • TAG R/L-J/JS (564)
Depth Capacity TGTR/L-D
Table determining depth of cut as function of workpiece diameter
T
D
Designation Tmax
TGTR/L 1616-2-D52-IQ .78 .98 .75 .63 .59 .51 .43 .39 .35 .31
TGTR/L 1616-3-D52-IQ .78 .98 .79 .67 .59 .51 .43 .39 .35 .31
D 1.57 1.97 2.36 2.75 3.15 3.94 4.72 5.90 7.87 11.8
559