
Page 86 - Turning_catalog_INCH_2022_45_P509-690
P. 86
PARTING PARTING USER GUIDE
Parting and Grooving
Selection of Inserts
A self-clamped tool is recommended for deep radial
For a proper match of insert and cutting
material to application, the following variables Insert Support
machining. A screw-clamp holder is recommended
must be taken into consideration: for axial and small D.O.C. machining.
• Width of cut (width of insert)
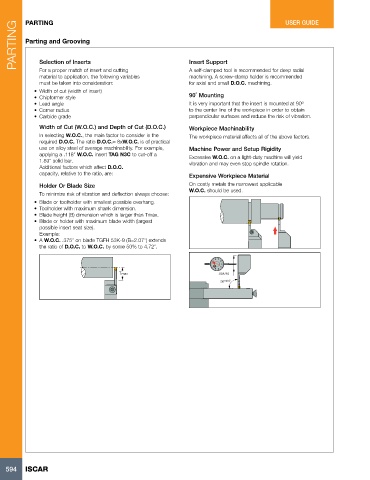
• Chipformer style 90˚ Mounting
• Lead angle It is very important that the insert is mounted at 90º
• Corner radius to the center line of the workpiece in order to obtain
• Carbide grade perpendicular surfaces and reduce the risk of vibration.
Width of Cut (W.O.C.) and Depth of Cut (D.O.C.) Workpiece Machinability
In selecting W.O.C., the main factor to consider is the The workpiece material affects all of the above factors.
required D.O.C. The ratio D.O.C.≈ 8xW.O.C. is of practical
use on alloy steel of average machinability. For example, Machine Power and Setup Rigidity
applying a .118” W.O.C. insert TAG N3C to cut-off a Excessive W.O.C. on a light-duty machine will yield
1.89” solid bar. vibration and may even stop spindle rotation.
Additional factors which affect D.O.C.
capacity, relative to the ratio, are: Expensive Workpiece Material
Holder Or Blade Size On costly metals the narrowest applicable
To minimize risk of vibration and deflection always choose: W.O.C. should be used.
• Blade or toolholder with smallest possible overhang.
• Toolholder with maximum shank dimension.
• Blade height (B) dimension which is larger than Tmax.
• Blade or holder with maximum blade width (largest
possible insert seat size).
Example:
• A W.O.C. .375” on blade TGFH 53K-9 (B=2.07”) extends
the ratio of D.O.C. to W.O.C. by some 50% to 4.72”.
30 40
20 50
10 60
0 70
90 80
Tmax .004/40
90° ± 10'
594 ISCAR