
Page 123 - HOLEMAKING_catalog_JP_2022
P. 123
ユーザーガイド
チップ交換式穴あけ工具 <旋盤用> チップ交換式穴あけ工具 <旋盤用>
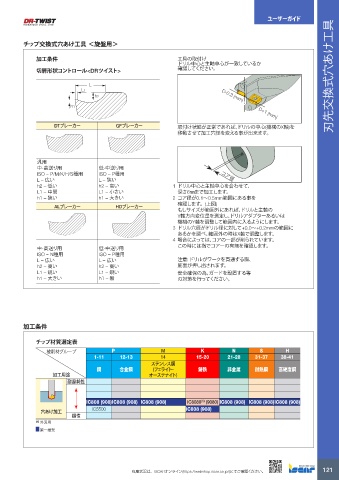
加工条件 工具の取付け
ドリル中心と主軸中心が一致しているか
切屑形状コントロール<DRツイスト> 確認してください。 刃先交換式穴あけ工具
L
L1
h2 D-0.3 (mm)
h1 D+1 (mm)
DTブレーカー GFブレーカー 取付け状態が正常であれば、ドリルの中心(機械のX軸)を
移動させて加工穴径を変える事が出来ます。
汎用
中-高送り用 低-中送り用
ISO – P/M/K/H/S種用 ISO – P種用 コア径
L – 広い L – 狭い
h2 – 低い h2 – 高い 1 ドリル中心と主軸中心を合わせて、
L1 – 中間 L1 – 小さい 深さ6㎜まで加工します。
h1 – 狭い h1 – 大きい 2 コア径が0.1~0.5mm範囲にある事を
確認します。(上図)
ALブレーカー HDブレーカー
もしサイズが範囲外にあれば、ドリルと主軸の
Y軸方向変位量を測定し、ドリルアダプターあるいは
機械のY軸を調整して範囲内に入るようにします。
3 ドリル穴径がドリル径に対して+0.0~+0.2mmの範囲に
あるかを調べ、範囲外の時はX軸で調整します。
4 場合によっては、コアのー部が削られています。
この時には指でコアーの有無を確認します。
中-高送り用 低-中送り用
ISO – N種用 ISO – P種用
L – 広い L – 広い 注意: ドリルがワークを貫通する際、
h2 – 高い h2 – 高い 底面が押し出されます。
L1 – 鋭い L1 – 鋭い 安全確保の為、ガードを設置する等
h1 – 大きい h1 – 無 の対策を行ってください。
加工条件
チップ材質選定表
被削材グループ P M K N S H
1-11 12-13 14 15-20 21-28 31-37 38-41
ステンレス鋼
鋼 合金鋼 (フェライト- 鋳鉄 非金属 耐熱鋼 高硬度鋼
加工用途 オーステナイト)
耐摩耗性
(1)
IC808 (908)IC808 (908) IC808 (908) IC8080 (9080) IC808 (908) IC808 (908)IC808 (908)
IC5500 IC808 (908)
穴あけ加工
靱性
(1) 外刃用
第一推奨
121
在庫状況は、ISCARオンライン(https://webshop.iscar.co.jp/)にてご確認ください。
HOLE MAKING CATALOG_jp.indb 121
13/09/2022 10:00:01
HOLE MAKING CATALOG_jp.indb 121 13/09/2022 10:00:01