
Page 125 - HOLEMAKING_catalog_JP_2022
P. 125
ユーザーガイド
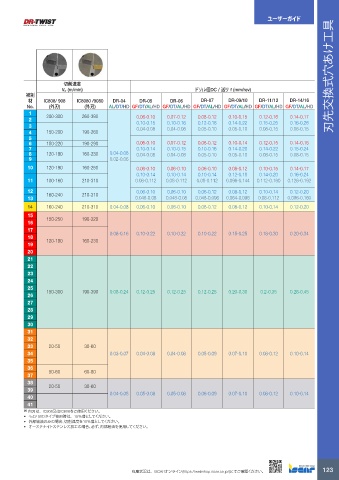
推奨加工条件 <DRツイストドリル>
切削速度 刃先交換式穴あけ工具
Vc (m/min) ドリル径DC / 送り f (mm/rev)
被削
材 IC808/ 908 IC8080 /9080 DR-04 DR-05 DR-06 DR-07 DR-09/10 DR-11/12 DR-14/16
No. (外刃) (外刃) AL/DT/HD GF/DT/AL/HD GF/DT/AL/HD GF/DT/AL/HD GF/DT/AL/HD GF/DT/AL/HD GF/DT/AL/HD
1 200-300 260-390
2 0.06-0.10 0.07-0.12 0.08-0.12 0.10-0.15 0.12-0.16 0.14-0.17
3 0.10-0.15 0.10-0.16 0.12-0.18 0.14-0.22 0.15-0.25 0.16-0.26
0.05-0.10
0.05-0.10
0.04-0.08
0.08-0.15
0.08-0.15
0.04-0.08
4 150-200 190-260
5
6 150-220 190-290 0.06-0.10 0.07-0.12 0.08-0.12 0.10-0.14 0.12-0.15 0.14-0.16
7 0.10-0.14 0.10-0.15 0.10-0.16 0.14-0.20 0.14-0.22 0.15-0.24
8 120-180 160-230 0.04-0.08 0.04-0.08 0.04-0.08 0.05-0.10 0.05-0.10 0.08-0.15 0.08-0.15
9 0.02-0.06
10 120-190 160-250 0.06-0.10 0.06-0.10 0.06-0.10 0.08-0.12 0.10-0.15 0.14-0.17
0.10-0.14 0.10-0.14 0.10-0.14 0.12-0.18 0.14-0.20 0.16-0.24
11 100-160 210-310 0.08-0.112 0.08-0.112 0.08-0.112 0.096-0.144 0.112-0.160 0.128-0.192
12 0.06-0.10 0.06-0.10 0.06-0.12 0.08-0.12 0.10-0.14 0.12-0.20
13 160-240 210-310 0.048-0.08 0.048-0.08 0.048-0.096 0.064-0.096 0.08-0.112 0.096-0.160
14 160-240 210-310 0.04-0.08 0.06-0.10 0.06-0.10 0.06-0.12 0.08-0.12 0.10-0.14 0.12-0.20
15 150-250 190-320
16
17
18 120-180 160-230 0.08-0.16 0.10-0.22 0.10-0.22 0.10-0.22 0.15-0.25 0.18-0.30 0.20-0.34
19
20
21
22
23
24
25
26 150-300 190-390 0.08-0.24 0.12-0.25 0.12-0.25 0.12-0.25 0.20-0.30 0.2-0.35 0.28-0.45
27
28
29
30
31
32
33 20-50 30-60
34 0.03-0.07 0.04-0.08 0.04-0.08 0.05-0.09 0.07-0.10 0.08-0.12 0.10-0.14
35
36 50-60 60-80
37
38
39 20-50 30-60 0.04-0.08 0.05-0.08 0.05-0.08 0.06-0.09 0.07-0.10 0.08-0.12 0.10-0.14
40
41
(1) 内刃は、IC908又はIC808をご使用ください。
• 4×D/ 5XDタイプ使用時は、15%落としてください。
• 外部給油のみの場合、切削速度を10%落としてください。
• オーステナイトステンレス加工の場合、必ず、内部給油を使用してください。
123
在庫状況は、ISCARオンライン(https://webshop.iscar.co.jp/)にてご確認ください。
13/09/2022 10:00:02
HOLE MAKING CATALOG_jp.indb 123
HOLE MAKING CATALOG_jp.indb 123 13/09/2022 10:00:02