
Page 308 - HOLEMAKING_catalog_JP_2022
P. 308
ユーザーガイド
リル
ガンド ガンドリル注文フォーム 2. 被削材 標準ガンドリル加工
主な穴あけ方法
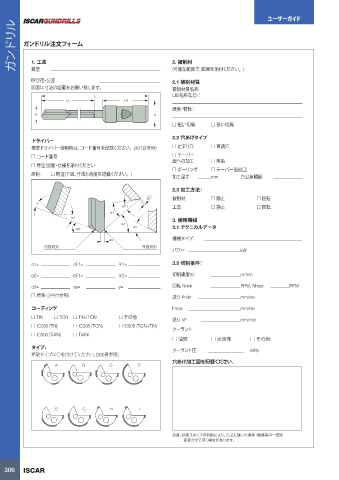
1. 工具
(可能な範囲で、図面を添付ください。)
数量
呼び径・公差 2.1 被削材質 円筒ガイド
図面に寸法の記載をお願い致します。 被削材質名称
L (JIS名称など):
Ls LA
硬度・特性:
D d
図 1
o.短い切屑 o.長い切屑
ガイド穴
2.2 穴あけタイプ
ドライバー
標準ドライバー使用時は、コード番号を記載ください。(301頁参照) o.止まり穴 o.貫通穴
o.コード番号 o.テーパー
面への加工 o.無垢
o.特注:図面・仕様を添付ください
o.ボーリング o.テーパー面出口
研削: o.特注(下図、寸法と角度を記載ください。)
加工深さ mm 穴公差範囲
図 2
2.3 加工方法: ユーザーガイド
bF1 被削材 o.静止 o.回転 ガンドリルには求芯性はありません。
γ
αF1 工具 o.静止 o.回転 その為、ワーク侵入時にガイドが必要となります。
α1 工作機械にガンドリル用のガイドをご準備ください。
α2 ガイドの設置が困難な場合、マシニングセンタでは
3. 使用機械
ψ1 一般的にガイド穴を設けます。(図2).
ψ2 α3 3.1 テクニカルデータ ガイド穴に沿ってガンドリルが直進する事が可能となります。
ガイドパッドは、穴あけ加工において、加工した穴の
as 機械タイプ: バニシングと高精度の直進ガイドの役割を果たします。
内径切刃 外径切刃
パワー kW
α1= αF1= Ψ1= 3.2 切削条件:
α2= bF1= Ψ2= 切削速度Vc. m/min
α3= as= γ= 回転.Nmin RPM,.Nmax RPM
o.標準 (299頁参照) 送り.Fmin mm/rev
コーティング Fmax mm/rev
o.TiN o.TiCN o.TiN+TiCN o.その他 送り.VF mm/min
o.IC208.(TiN) o.IC308.(TiCN) o.IC508.(TiCN+TiN)
クーラント
o.IC908.(TiAlN) o.TiAIN
o 油性 o 水溶性 o その他
タイプ:
クーラント圧 MPa
(
希望タイプに〇を付けてください。300頁参照)
穴あけ加工図を記載ください。
A B C D
E G H I
注意:技術スタッフの判断により、ご記入頂いた条件・数値等の一部を
変更させて頂く場合があります。
306 ISCAR
HOLE MAKING CATALOG_jp.indb 306 13/09/2022 10:03:31
13/09/2022 10:03:31
HOLE MAKING CATALOG_jp.indb 306