
Page 310 - HOLEMAKING_catalog_JP_2022
P. 310
ユーザーガイド
リル
ガンド 深穴加工用マシンアクセサリー トラブルシューティング <ガンドリル> 原因
工具の固定が不十分 クーラン ト圧が低い 送りが一定でない 送りが高すぎる 送りが低すぎる 被削材構造/特性 ガイ ド穴が小さすぎる 切刃処理が粗い 切屑流れの妨げ ドリル形状が不適切 ブッシュが大きすぎる ブッシュが小さすぎる クーラン ト圧力損失 クーラン ト流量不足 内切刃角の異常摩耗 外切刃角の異常摩耗 ヒールのこすれ ガイ ドパッドの摩耗
ドリル シール シール ブッシュ ドライバー調整アダプター ド角が不適切
ブッシュ ハウジ ディスク サポート ドが短すぎる
ング 不十分なクーラン ト流量 クーラン トタイプが不適切 主軸回転速度が高すぎる 主軸回転速度が低すぎる フルー トの逃げが小さい ブッシ ュ とワーク間のすきま クーラン ト圧が高すぎる クーラン ト温度が高すぎる
ブッシュ ブッシュサポート 熱収縮材質 薄肉ワーク 振れ 構成刃先 切刃摩耗 ドリルヘッ ビビり 超硬ヘッ
加工穴の問題
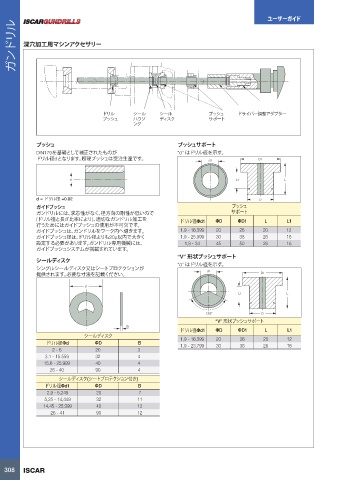
DIN179を基礎として補正されたものが “d”.はドリル径を示す。 + + + + + + + + + + + + + + + + +
ドリル径dとなります。超硬ブッシュは受注生産です。 d1 D1 サイズが大きすぎる
サイズが小さすぎる + + + + + + + + +
仕上面不良 + + + + + + + + + + + + + + + + + + + + + +
d L1 L 真円度ばらつき + + + + + + + + + + + + + + + + + + + + + + + +
円錐化 + + + + + +
湾曲 + + + + + + + + + + + + + + + + + + +
d = ドリル径 +0.02 D
ガイドブッシュ ブッシュ ドリルの問題
ガンドリルには、求芯性がなく、径方向の剛性が低いので サポート 折損 + + + + + + + + + + + + + + + + + + + + + + + + + +
(ドリル径と長さ比率により)、適切なガンドリル加工を ドリル径Φd1 ΦD ΦD1 L L1 チッピング + + + + + + + + +
行うためにはガイドブッシュの使用が不可欠です。 + + + + + + + + + + + + + + + + + + + + + + + + + + + + + + +
ガイドブッシュは、ガンドリルをワーク内へ導きます。 1,9.-.16,399 20 26 20 12 短命
ガイドブッシュ径は、ドリル径よりも20μ以内で大きく 1,9.-.25,999 30 38 26 16 マージン部の異常摩耗 + + + + + + + + + + + + +
設定する必要があります。ガンドリル専用機械には、 1,9.-.34 45 50 26 16 コーナー部の異常摩耗 + + + + + + + + + + + + + +
ガイドブッシュシステムが搭載されています。 + + + + + + + + + + + + + +
逃げ面の異常摩耗
“V” 形状ブッシュサポート + + + + + + + + + + + +
シールディスク 切削熱
“d”.はドリル径を示す。 フルート曲がり + + + + + + + + + + + + + + + +
シングルシールディスク又はシートプロテクションが
d1 D1 パッドの損傷/摩耗 + + + + + + + + + + + + + + + + + +
提供されます。必要な寸法を記載ください。
構成刃先 + + + + + + + + + + + + + + +
D クレータリング + + + + + + + + + + + + +
L1 L
120º D
“V” 形状ブッシュサポート
B
ドリル径Φd1 ΦD ΦD1 L L1
シールディスク 1,9.-.16,399 20 26 20 12
ドリル径Φd ΦD B 1,9.-.23,799 30 38 26 16
2.-.6 20 3
3.1.-.15.559 32 4
15.6.-.25.999 40 4
26.-.40 90 4
シールディスク(シートプロテクション付き)
ドリル径Φd1 ΦD B
2,9.-.5,249 20 7
5,25.-.14,449 32 11
14,45.-.25,999 40 12
26.-.41 90 12
308 ISCAR
HOLE MAKING CATALOG_jp.indb 308 13/09/2022 10:03:33
13/09/2022 10:03:33
HOLE MAKING CATALOG_jp.indb 308