
Page 306 - HOLEMAKING_catalog_JP_2022
P. 306
ユーザーガイド
リル
ガンド 深穴加工時の公差
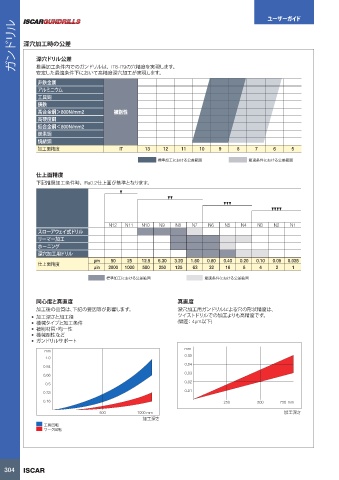
深穴ドリル公差
推奨加工条件内でのガンドリルは、IT8-IT9の穴精度を実現します。
安定した最適条件下において高精度深穴加工が実現します。
非鉄金属
アルミニウム
工具鋼
鋳鉄
高合金鋼>800N/mm2 被削性
高硬度鋼
低合金鋼<800N/mm2
炭素鋼
焼結鋼
加工面精度 IT 13 12 11 10 9 8 7 6 5
標準加工における公差範囲 最適条件における公差範囲
仕上面精度
下記推奨加工条件時、Ra0.2仕上面が基準となります。
N12 N11 N10 N9 N8 N7 N6 N5 N4 N3 N2 N1
スローアウェイ式ドリル
リーマー加工
ホーニング
深穴加工用ドリル
µm 50 25 12.5 6.30 3.20 1.60 0.80 0.40 0.20 0.10 0.05 0.025
仕上面精度
µin 2000 1000 500 250 125 63 32 16 8 4 2 1
標準加工における公差範囲 最適条件における公差範囲
同心度と真直度 真直度
加工後の品質は、下記の要因等が影響します。 深穴加工用ガンドリルによる穴の形状精度は、
•. 加工深さと加工径 ツイストドリルでの加工よりも高精度です。
•. 機械タイプと加工条件 (偏差:4µm以下)
•. 被削材質・均一性
•. 機械剛性など
•. ガンドリルサポート
mm
mm
0.05
1.0
0.04
0.84
0,66 0.03
0.02
0.5
0.01
0.33
0.16 250 500 750 mm
500 1000 mm 加工深さ
加工深さ
工具回転
ワーク回転
304 ISCAR
13/09/2022 10:03:30
HOLE MAKING CATALOG_jp.indb 304
HOLE MAKING CATALOG_jp.indb 304 13/09/2022 10:03:30