
Page 305 - HOLEMAKING_catalog_JP_2022
P. 305
ユーザーガイド
リル
標準ガンドリル寸法計算
H 例: ガンド
Φ25x70mmドライバー(ドライバーコードNo. 57、
D
302頁参照)使用のガンドリルマシンにて
Φ10×500の穴あけ加工の場合。
N W B F LA D=10 W=500 LA=70 B=250 (又は現物長による)
Ls L=N+W+B+F+LA
L
L=(35-10)+500+250+13+70=858 (全長)
標準超硬ヘッド長さ Ls=N+W+B=770 (溝長さ)
H オーダーコード
例:
D と Ls は標準として利用可能です。
STGD-10000-0858-57-IC08
D
径範囲 ヘッド長さ
2.50-3.80 20
3.80-4.05 23
D= 工具径 4.05-5.05 25
H= 超硬ヘッド長さ 5.05-6.55 30
n= 再研磨範囲 = H-D 6.55-11.05 35
W= 加工穴深さ 11.05-18.35 40
B= 切屑処理範囲 18.35-21.35 45
標準ガンドリルマシン 250 mm 21.35-23.35 50
= マシニングセンタ 2xD (最小15mm) 23.35-26.35 55
F= 10 mm 26.35-32.00 65
LA = ドライバー長さ 注意:再研磨範囲=H-D
LS = 溝長さ
L= 全長
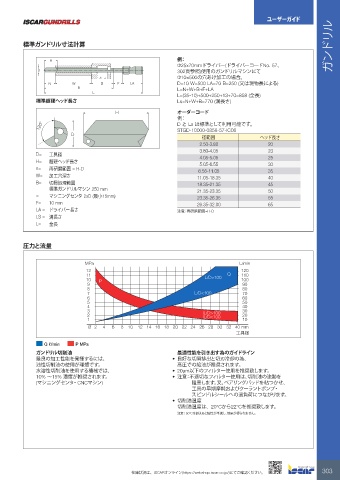
圧力と流量
MPa L/min
12 120
11 Q 110
10 P L/D>100 100
9 90
8 80
7 L/D<100 70
6 60
5 50
4 40
3 L/D>100 30
2 L/D<100 20
1 10
Ø 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 40 mm
工具径
Q ℓ/min P MPa
ガンドリル切削油 最適性能を引き出す為のガイドライン
最良の加工性能を発揮するには、 • 良好な切屑排出と切刃冷却の為、
油性切削油の使用が理想です。 高圧での給油が推奨されます。
水溶性切削油を使用する機械では、 • 20µm以下のフィルター使用を推奨致します。
10% ~15% 濃度が推奨されます。 • 注意:不適切なフィルター使用は、切削油の流動を
(マシニングセンタ・CNCマシン) 阻害します。又、ベアリングパッドを粘つかせ、
工具の早期摩耗およびクーラントポンプ・
スピンドルシールへの過負荷につながります。
• 切削油温度
切削油温度は、20°Cから22°Cを推奨致します。
注意:50°Cを超えると粘性が半減し、効果が得られません。
303
在庫状況は、ISCARオンライン(https://webshop.iscar.co.jp/)にてご確認ください。
HOLE MAKING Deep Hole Drilling_ja.indd 303 14/09/2022 13:22:39
HOLE MAKING Deep Hole Drilling_ja.indd 303
14/09/2022 13:22:39