
Page 82 - HOLEMAKING_catalog_JP_2022
P. 82
ユーザーガイド
刃先交換式穴あけ工具
チッピング(切刃部)
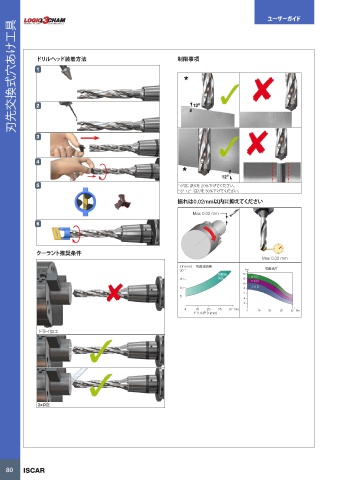
ドリルヘッド装着方法 制限事項 1 マシン主軸の安定性を確認し、工具とワーク確実に固定されているか確認してください。
2 送りを下げ、切削速度を上げてください。
1 3 ビビリが生じる際は、切削速度を下げ、送りを上げてください。
4 粗加工、または高硬度/凹凸/傾斜(12°迄)のある表面への加工を行う場合、ワーク侵入時に
送りを30-50%下げてください。
5 クーラント供給を確認し、油圧を上げてください。
外部給油の場合、噴射方向を調整してください。
チッピング(チゼル)
2 1 送りを下げてください。
2 クーラント圧を上げてください。
3 ワークのクランプ力を強くしてください。
逃げ面摩耗
3 4 切削速度を下げてください。
5 クーラント圧を上げてください。
ランド部摩耗
4 1 振れが0.02mm以内になるようご確認ください。
2 切削速度を下げてください。
3 粗加工、または高硬度/凹凸/傾斜(12°迄)のある表面への加工を行う場合、ワーク侵入時に
送りを30-50%下げてください。
5 * 6°迄:送りを 20%下げてください。 4 クーラント圧を上げてください。
* 6°-12°:送りを 50%下げてください。 5 チゼルの振れが0.02mm以内になるよう、ご確認ください。
6 安定性を高める為、ワークのクランプ力を強くしてください。
振れは0.02mm以内に抑えてください 構成刃先
1 送りと切削速度を高めてください。
Max 0.02 mm 2 クーラント圧を上げてください。
6
穴位置精度
1 振れが0.02mm以内になるようご確認ください。
2 マシン主軸の安定性を確認し、工具とワーク確実に固定されているか確認してください。
3 高硬度材加工、粗加工、または傾斜面(7°迄)の加工を行う場合、ワーク侵入時に
クーラント推奨条件 送りを30-50%下げてください。
Max 0.02 mm 4 下穴加工(140°)を行ってください。
5 チゼルの振れが0.02mm以内になるよう、ご確認ください。
(ℓ/min) 切削油流量
liter/min Coolant Flow Rate bar 切削油圧
30
30 切削油 15 加工径の変化
flow 8 X D 1 振れが0.02mm以内になるようご確認ください。
20 rate 12
流量
20 5 X D Ø > D 新品+ 0.15mm
10 2 送りを下げてください。
10 8 3 X D D 新品
10 Ø < D 新品- 0.03mm 3 チゼルの振れが0.02mm以内になるよう、ご確認ください。
5
5 4 ドリルヘッドが摩耗している場合、ヘッドを交換してください。
5 4 5 ワークのクランプ力を強くしてください。
3
6 クーラント圧を上げてください。
32 Dia.
10 4 16 20 20 25 25 32 Dia. 4 16 20 25 32 Dia.
16
ドリル径 D (mm) 加工穴出口のバリ
Drill Diameter D (mm)
1 ワーク抜け出し時に送りを50-70%下げてください。
2 ドリルヘッドが摩耗している場合、ヘッドを交換してください。
ドライ加工
加工面の劣化
1 振れが0.02mm以内になるようご確認ください。
2 送りを調整してください。
Ra 3 切屑詰まりにはクーラント圧を上げる、もしくは切削速度を下げてください。
4 クーラント圧を上げてください。
5 チゼルの振れが0.02mm以内になるよう、ご確認ください。
6 ステップ加工を行ってください。
7 ドリルヘッドを交換してください。
2xD迄
80 ISCAR
13/09/2022 09:59:04
HOLE MAKING CATALOG_jp.indb 80 13/09/2022 09:59:04
HOLE MAKING CATALOG_jp.indb 80