
Page 135 - Aluminum_Machining_catalog_2023
P. 135
USER GUIDE
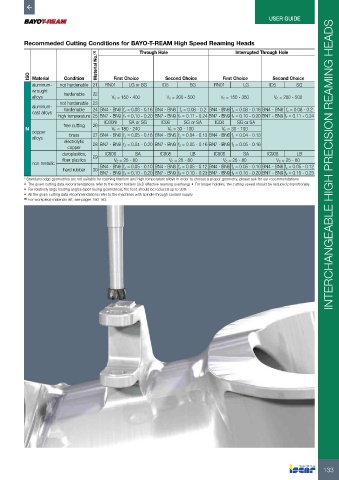
Recommeded Cutting Conditions for BAYO-T-REAM High Speed Reaming Heads
Through Hole
Interrupted Through Hole
Material No. (1)
ISO Material Condition First Choice Second Choice First Choice Second Choice
aluminum- not hardenable 21 RN01 LG or SG ID5 SG RN01 LG ID5 SG
wrought
alloys hardenable 22 Vc = 150 - 400 Vc = 200 - 500 Vc = 150 - 350 Vc = 200 - 500
not hardenable 23
aluminum- hardenable 24 BN4 - BN6 fz = 0.08 - 0.16 BN4 - BN6 fz = 0.08 - 0.2 BN4 - BN6 fz = 0.08 - 0.16 BN4 - BN6 fz = 0.08 - 0.2
cast alloys
high temperature 25 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.11 - 0.24 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.11 - 0.24
IC30N SA or SG IC08 SG or SA IC08 SG or SA
free cutting 26
N Vc = 180 - 240 Vc = 30 - 100 Vc = 30 - 100
copper brass 27 BN4 - BN6 fz = 0.05 - 0.16 BN4 - BN6 fz = 0.04 - 0.13 BN4 - BN6 fz = 0.04 - 0.13
alloys
electrolytic 28 BN7 - BN9 fz = 0.04 - 0.20 BN7 - BN9 fz = 0.05 - 0.16 BN7 - BN9 fz = 0.05 - 0.16
copper
duroplastics, 29 IC908 SA IC908 LB IC908 SA IC908 LB
fiber plastics Vc = 25 - 80 Vc = 25 - 80 Vc = 25 - 80 Vc = 25 - 80
non metallic INTERCHANGEABLE HIGH PRECISION REAMING HEADS
hard rubber 30 BN4 - BN6 fz = 0.05 - 0.10 BN4 - BN6 fz = 0.05 - 0.12 BN4 - BN6 fz = 0.05 - 0.10 BN4 - BN6 fz = 0.05 - 0.12
BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.10 - 0.23 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.10 - 0.23
* Standard edge geometries are not suitable for reaming titanium and high temperature alloys In order to choose a proper geometry, please ask for our recommendations
• The given cutting data recommendations refer to the short holders (3xD effective reaming overhang) • For longer holders, the cutting speed should be reduced proportionally
• For relatively large leading angles (spot-facing geometries), the feed should be reduced up to 30%
• All the given cutting data recommendations refer to the machines with spindle through coolant supply
(1) For workpiece materials list, see pages 160-163
133