
Page 138 - Aluminum_Machining_catalog_2023
P. 138
USER GUIDE
INTERCHANGEABLE HIGH PRECISION REAMING HEADS
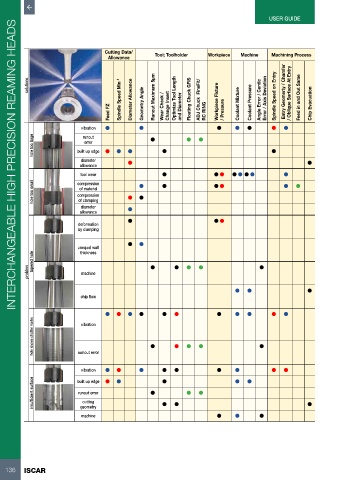
Cutting Data/ Tool; Toolholder Workpiece Machine Machining Process
Allowance
solutions Runout Maximum 5µm Optimize Tool Length Error / Axis Deviation Spindle Speed on Entry Entry Geomerty / Chamfer / Oblique Surface At Entry Feed in and Out Same
Feed FZ Spindle Speed Min -1 Diameter Allowance Geometry Angle Wear Check / Change Insert and Diameter Floating Chuck GFIS ADJ Chuck FineFit/ RC RING Workpiece Fixture / Pressure Coolant Mixture Coolant Pressure Angle Error / Centic Chip Evacuation
• • • • • • •
vibration
runout
hole too large built up edge • • • • • • • •
error
diameter • •
allowance
• •• •••• •
tool wear
•
hole too small compression • • • •• • •
of material
compression
of clamping
diameter •
allowance
• ••
deformation
by clamping
• •
unequal wall
thickness
tapered hole • • • • •
problem machine
• • •
chip flow
• • • • • • • • • • •
hole shows chatter marks rumout error • • • • •
vibration
• • • • • • • • •
vibration • • • • •
insufficient surface runout error • • • • • •
built up edge
cutting
geometry
• • •
machine
136 ISCAR