
Page 46 - Aluminum_Machining_catalog_2023
P. 46
LH OAL
TOOLS AND INSERTS FOR MACHINING ALUMINUM WHEELS
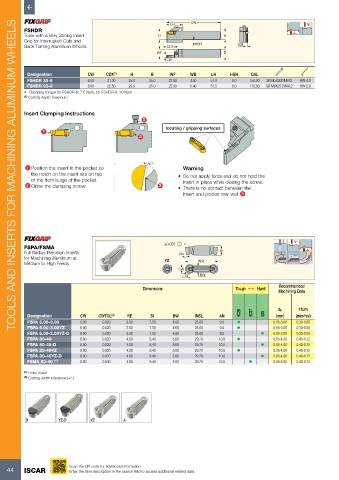
FSHDR
Tools with a Very Strong Insert H H
Grip for Interrupted Cuts and
Back Turning Aluminum Wheels CDX HBH WB
WF B
CW
Designation CW CDX (1) H B WF WB LH HBH OAL
FSHDR 25-6 6.00 21.00 25.0 25.0 22.80 4.40 51.0 8.0 150.00 SR M5X20DIN912 HW 4.0
FSHDR 25-8 8.00 25.50 25.0 25.0 22.30 5.40 51.5 8.0 170.00 SR M6X25 DIN912 HW 5.0
• Clamping torque for FSHDR-6: 7.5 Nxm, for FSHDR-8: 10 Nxm
(1) Cutting depth maximum
Insert Clamping Instructions
2
locating / gripping surfaces
1
3
1 Position the insert in the pocket so Warning
the notch on the insert sits on top • Do not apply force and do not hold the
of the front bulge of the pocket. insert in place while closing the screw.
2 Close the clamping screw. 3
• There is no contact between the
insert and pocket rear wall 3 .
FSPA/FSMA ±0.025
Full Radius Precision Inserts AN S1
for Machining Aluminum at YZ
Medium to High Feeds lNSL
CW
RE BW
Recommended
Dimensions Tough 1 Hard
Machining Data
IC20 IC07 ID5 ap f turn
Designation CW CWTOL (2) RE S1 BW INSL AN (mm) (mm/rev)
FSPA 6.00-3.00 6.00 0.020 3.00 7.50 4.60 25.00 9.0 • 0.05-3.00 0.30-0.55
FSPA 6.00-3.00YZ 6.00 0.020 3.00 7.50 4.60 25.00 9.0 • 0.05-3.00 0.30-0.55
FSPA 6.00-3.00YZ-D 6.00 0.020 3.00 7.50 4.60 25.00 9.0 • 0.05-3.00 0.30-0.55
FSPA 80-40 8.00 0.020 4.00 8.40 5.60 29.70 10.0 • 0.05-4.00 0.40-0.72
FSPA 80-40-D 8.00 0.020 4.00 8.40 5.60 29.70 10.0 • 0.05-4.00 0.40-0.72
FSPA 80-40YZ 8.00 0.020 4.00 8.40 5.60 29.70 10.0 • 0.05-4.00 0.40-0.72
FSPA 80-40YZ-D 8.00 0.020 4.00 8.40 5.60 29.70 10.0 • 0.05-4.00 0.40-0.72
FSMA 80-40 (1) 8.00 0.040 4.00 8.40 5.60 29.70 10.0 • 0.05-4.00 0.40-0.72
(1) Utility insert
(2) Cutting width tolerance (+/-)
44 ISCAR Scan the QR code for additional information.
Enter the item description in the search field to access additional related data.