
Page 89 - Aluminum_Machining_catalog_2023
P. 89
S W1
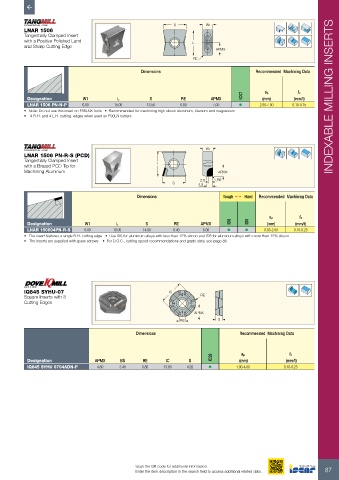
LNAR 1506
Tangentially Clamped Insert
with a Positive Polished Land L
and Sharp Cutting Edge
APMX
RE
Dimensions Recommended Machining Data
IC07 ap fz
Designation W1 L S RE APMX (mm) (mm/t) INDEXABLE MILLING INSERTS
LNAR 1506 PN-N-P 6.00 15.00 13.56 0.80 7.00 • 2.00-7.00 0.10-0.15
• Note: Do not use this insert on F86LNX tools • Recommended for machining high silicon aluminum, titanium and magnesium
• 4 R.H. and 4 L.H. cutting edges when used on F90LN cutters
W1
LNAR 1506 PN-R-S (PCD)
Tangentially Clamped Insert
with a Brazed PCD Tip for L
Machining Aluminum APMX
2.0 RE
S 4.5
Dimensions Tough 1 Hard Recommended Machining Data
ap fz
Designation W1 L S RE APMX ID8 ID5 (mm) (mm/t)
LNAR 150604PN-R-S 6.00 15.06 14.00 0.40 5.00 • • 0.05-2.00 0.10-0.25
• The insert features a single R.H. cutting edge • Use ID5 for aluminum alloys with less than 12% silicon and ID8 for aluminum alloys with more than 12% silicon
• The inserts are supplied with spare screws • For D.O.C., cutting speed recommendations and grade data, see page 86
IQ845 SYHU-07 IC
Square Inserts with 8 RE
Cutting Edges
APMX
BS S
Dimensions Recommended Machining Data
ap
fz
Designation APMX BS RE IC S IC28 (mm) (mm/t)
IQ845 SYHU 0704ADN-P 4.60 3.40 0.80 13.80 4.20 • 1.00-4.00 0.10-0.25
Scan the QR code for additional information.
Enter the item description in the search field to access additional related data. 87