
Page 92 - Aluminum_Machining_catalog_2023
P. 92
Rd°
INDEXABLE MILLING INSERTS
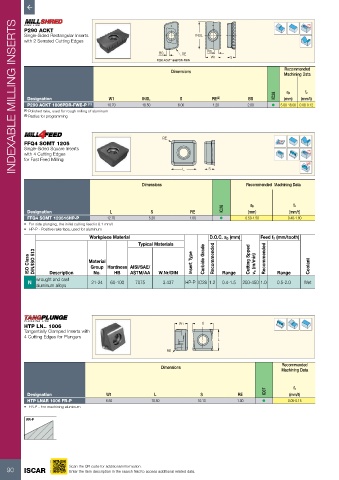
P290 ACKT
Single-Sided Rectangular Inserts lNSL
with 2 Serrated Cutting Edges
BS RE BS
W1 S
P290 ACKT 1806PDR-FWR
Dimensions Recommended
Machining Data
IC28 ap fz
Designation W1 INSL S RE (2) BS (mm) (mm/t)
P290 ACKT 1806PDR-FWE-P (1) 10.70 18.50 6.00 1.20 2.00 • 5.00-18.00 0.08-0.12
(1) Polished rake, used for rough milling of aluminum
(2) Radius for programming
RE
FFQ4 SOMT 1205
Single-Sided Square Inserts Rd°
with 4 Cutting Edges
for Fast Feed Milling
L S
Dimensions Recommended Machining Data
IC28 ap fz
Designation L S RE (mm) (mm/t)
FFQ4 SOMT 120516HP-P 12.70 5.20 1.60 • 0.50-1.50 0.40-1.80
• For side plunging, the initial cutting feed is 0.1 mm/t
• HP-P - Positive rake face, used for aluminum
Workpiece Material D.O.C. ap (mm) Feed fz (mm/tooth)
Typical Materials
ISO Class DIN/ISO 513 Material Insert Type Carbide Grade Recommended Cutting Spped vc (m/min) Recommended Coolant
Group Hardness AISI/SAE/
Description
wrought and cast No. HB ASTM/AA W.Nr/DIN Range Range
N 21-24 60-100 7075 3.437 HP-P IC28 1.2 0.4-1.5 250-450 1.0 0.5-2.0 Wet
aluminum alloys
HTP LN.. 1006 W1 S
Tangentially Clamped Inserts with
4 Cutting Edges for Plungers
L
RE
Recommended
Dimensions
Machining Data
IC07 fz
Designation W1 L S RE (mm/t)
HTP LNAR 1006 FR-P 6.50 10.50 10.13 1.00 • 0.05-0.15
• FR-P - For machining aluminum
FR-P
90 ISCAR Scan the QR code for additional information.
Enter the item description in the search field to access additional related data.