
Page 127 - HOLE MAKING CATALOG p001-148
P. 127
USER GUIDE INDEXABLE DRILLS
Machining Conditions Internal Coolant Pressure
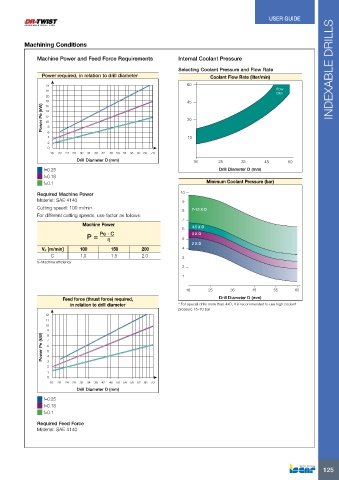
Machine Power and Feed Force Requirements Selecting Coolant Pressure and Flow Rate
Power required, in relation to drill diameter Coolant Flow Rate (liter/min)
Power Pe (kW) 24 60
22 flow
20 rate
18
16 45
14
30
12
10 15
8 16 25 35 45 60
6 Drill Diameter D (mm)
4
Minimum Coolant Pressure (bar)
2
0 10
16 20 24 28 30 34 38 42 46 50 54 58 62 66 70 9
8 7-13 X D
Drill Diameter D (mm)
7
f=0.25 6 4.5 X D
f=0.18
f=0.1 3XD
5
Required Machine Power
Material: SAE 4140 2XD
4
Cutting speed: 100 m/min
3
For different cutting speeds, use factor as follows:
2
Machine Power
1
P = Pe ·C
η
Vc [m/min] 100 150 200
C 1.0 1.5 2.0
η=Machine efficiency
Feed force (thrust force) required, 16 25 35 45 55 65
in relation to drill diameter
Drill Diameter D (mm)
12 * For special drills more than 4xD, it is recommended to use high coolant
11 pressure 15–70 bar
10
Power Pe (kW)
9
8
7
6
5
4
3
2
1
0
16 20 24 28 30 34 38 42 46 50 54 58 62 66 70
Drill Diameter D (mm)
f=0.25
f=0.18
f=0.1
Required Feed Force
Material: SAE 4140
125