
Page 128 - HOLE MAKING CATALOG p001-148
P. 128
INDEXABLE DRILLS USER GUIDE
Troubleshooting
Irregular Conditions for DR Drills
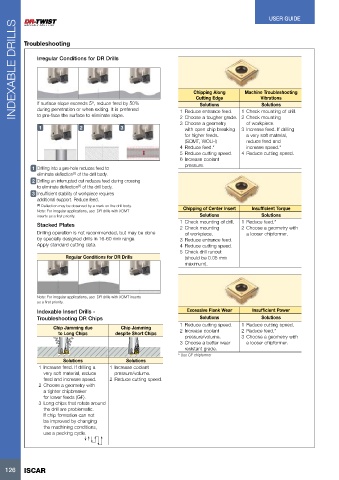
If surface slope exceeds 5º, reduce feed by 50% Chipping Along Machine Troubleshooting
during penetration or when exiting. It is preferred Cutting Edge Vibrations
to pre-face the surface to eliminate slope.
Solutions Solutions
123
1 Reduce entrance feed. 1 Check mounting of drill.
1 Drilling into a pre-hole reduces feed to 2 Choose a tougher grade. 2 Check mounting
eliminate deflection(1) of the drill body. 3 Choose a geometry
of workpiece.
2 Drilling an interrupted cut reduces feed during crossing with open chip breaking 3 Increase feed. If drilling
to eliminate deflection(1) of the drill body. for higher feeds.
(SOMT, WOLH) a very soft material,
3 Insufficient stability of workpiece requires 4 Reduce feed.* reduce feed and
additional support. Reduce feed. 5 Reduce cutting speed. increase speed.*
6 Increase coolant 4 Reduce cutting speed.
(1) Deflection may be observed by a mark on the drill body. pressure.
Note: For irregular applications, use DR drills with XOMT
inserts as a first priority. Chipping of Center Insert Insufficient Torque
Stacked Plates Solutions Solutions
Drilling operation is not recommended, but may be done
by specially designed drills in 16-60 mm range. 1 Check mounting of drill. 1 Reduce feed.*
Apply standard cutting data. 2 Check mounting 2 Choose a geometry with
Regular Conditions for DR Drills of workpiece. a looser chipformer.
3 Reduce entrance feed.
4 Reduce cutting speed.
5 Check drill runout
(should be 0.05 mm
maximum).
Note: For irregular applications, use DR drills with XOMT inserts
as a first priority.
Indexable Insert Drills - Excessive Flank Wear Insufficient Power
Troubleshooting DR Chips
Solutions Solutions
Chip Jamming due Chip Jamming
to Long Chips despite Short Chips 1 Reduce cutting speed. 1 Reduce cutting speed.
2 Increase coolant 2 Reduce feed.*
3 Choose a geometry with
pressure/volume.
3 Choose a better wear a looser chipformer.
resistant grade.
* Use GF chipformer
Solutions Solutions
1 Increase feed. If drilling a 1 Increase coolant
very soft material, reduce pressure/volume.
feed and increase speed. 2 Reduce cutting speed.
2 Choose a geometry with
a tighter chipbreaker
for lower feeds (GF).
3 Long chips that rotate around
the drill are problematic.
If chip formation can not
be improved by changing
the machining conditions,
use a pecking cycle.
126 ISCAR