
Page 76 - HOLE MAKING CATALOG p001-148
P. 76
INDEXABLE DRILLS USER GUIDE
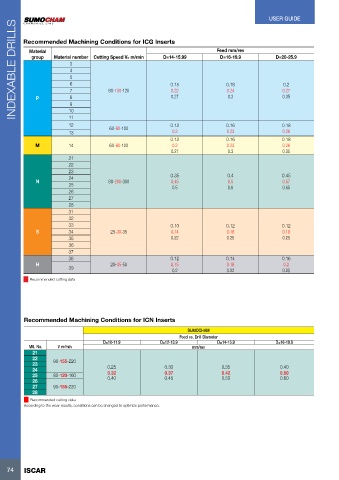
Recommended Machining Conditions for ICG Inserts
Material Material number Cutting Speed Vc m/min D=14-15.99 Feed mm/rev D=20-25.9
group 3 80-100-120 D=16-19.9
4 60-80-100 0.15 0.2
P 5 0.22 0.18 0.27
6 0.27 0.24 0.35
7 0.3
8 0.12 0.18
9 0.2 0.16 0.26
10 0.12 0.23 0.18
11 0.2 0.16 0.26
0.27 0.23 0.35
12 0.3
0.35 0.45
13 0.45 0.4 0.57
0.5 0.5 0.65
M 14 60-80-100 0.6
0.10
21 0.14
0.22
22
0.12
23 0.15
0.2
N 24 80-200-300
25
25-30-35
26 20-35-50
27
28
31
32
33 0.12 0.12
0.18 0.18
S 34 0.25 0.25
35 0.14 0.16
0.18 0.2
36 0.22 0.25
37
38
H 39
Recommended cutting data
Recommended Machining Conditions for ICN Inserts
SUMOCHAM
D=10-11.9 D=12-13.9 Feed vs. Drill Diameter D=16-19.9
D=14-15.9
Mtl. No. V m/min 0.25 mm/rev 0.40
21 90-155-220 0.32 0.50
22 80-120-160 0.40 0.30 0.35 0.60
23 90-155-220 0.37 0.42
24 0.45 0.50
25
26
27
28
Recommended cutting data
According to the wear results, conditions can be changed to optimize performance.
74 ISCAR