
Page 217 - MILLING CATALOG p319-550
P. 217
IC328 Rd°
IC928
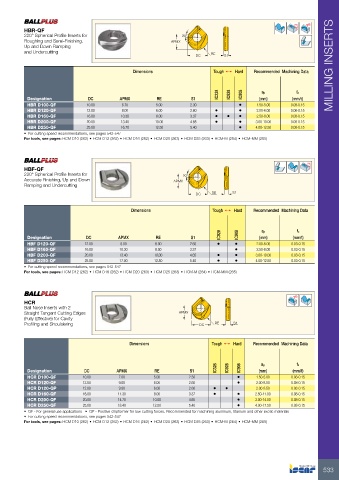
HBR-QF 20° RE S1 IC908
220° Spherical Profile Inserts for APMX
Roughing and Semi-Finishing, MILLING INSERTS
Up and Down Ramping DC
and Undercutting
Dimensions Tough 1 Hard Recommended Machining Data
ap fz
Designation DC APMX RE S1 (mm) (mm/t)
10.00 6.70 5.00 2.30 • 1.50-5.00 0.08-0.15
HBR D100-QF 12.00 8.00 6.00 2.60 • • 2.00-6.00 0.08-0.15
HBR D120-QF 16.00 10.30 8.00 3.37 ••• 2.50-8.00 0.08-0.15
HBR D160-QF 20.00 13.40 10.00 4.65 • • 3.00-10.00 0.08-0.15
HBR D200-QF 25.00 16.70 12.50 5.40 • 4.00-12.50 0.08-0.15
HBR D250-QF
• For cutting speed recommendations, see pages 542-547
For tools, see pages: HCM D10 (262) • HCM D12 (262) • HCM D16 (262) • HCM D20 (263) • HCM D25 (263) • HCM-M (264) • HCM-MM (265)
Rd°
HBF-QF 20°
220° Spherical Profile Inserts for APMX
Accurate Finishing, Up and Down
Ramping and Undercutting DC
RE S1
Dimensions Tough 1 Hard Recommended Machining Data
Designation DC APMX RE S1 IC928 ap fz
IC908
(mm) (mm/t)
HBF D120-QF 12.00 8.00 6.00 2.60 • • 2.00-6.00 0.03-0.15
HBF D160-QF 16.00 10.30 8.00 3.37 • 2.50-8.00 0.03-0.15
4.65 • • 3.00-10.00 0.03-0.15
HBF D200-QF 20.00 13.40 10.00 5.40 • • 4.00-12.50 0.03-0.15
HBF D250-QF
25.00 17.00 12.50
• For cutting speed recommendations, see pages 542-547
For tools, see pages: HCM D12 (262) • HCM D16 (262) • HCM D20 (263) • HCM D25 (263) • HCM-M (264) • HCM-MM (265)
HCR APMX
Ball Nose Inserts with 2
Straight Tangent Cutting Edges DC RE S1
(Fully Effective) for Cavity
Profiling and Shouldering
Dimensions Tough 1 Hard Recommended Machining Data
IC328 ap fz
IC928
IC908
Designation DC APMX RE S1 (mm) (mm/t)
2.30 • 1.50-5.00 0.08-0.15
HCR D100-QF 10.00 7.00 5.00 2.60 • 2.00-8.50 0.08-0.15
0.08-0.15
HCR D120-QF 12.00 9.00 6.00 2.60 • • 0.08-0.15
0.08-0.15
HCR D120-QP 12.00 9.80 6.00 2.00-8.50 0.08-0.15
3.37 • • 2.50-11.00
HCR D160-QF 16.00 11.30 8.00 4.65 • 3.00-14.00
5.40 • 4.00-17.50
HCR D200-QF 20.00 14.70 10.00
HCR D250-QF 25.00 18.40 12.50
• QF - For general use applications • QP - Positive chipformer for low cutting forces. Recommended for machining aluminum, titanium and other exotic materials
• For cutting speed recommendations, see pages 542-547
For tools, see pages: HCM D10 (262) • HCM D12 (262) • HCM D16 (262) • HCM D20 (263) • HCM D25 (263) • HCM-M (264) • HCM-MM (265)
533