
Page 48 - TURNING CATALOG p255-458
P. 48
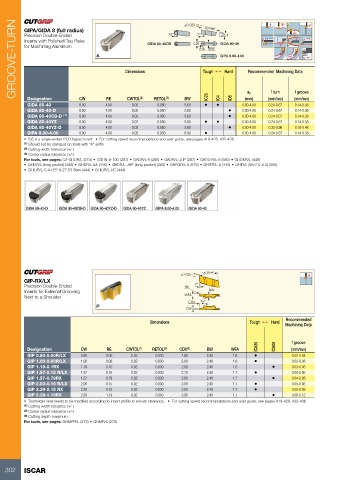
GROOVE-TURNGIPA/GIDA 8 (full radius) ±0.025 30 Ref.
Precision Double-Ended 7°
IC20Inserts with Polished Top Rake10°6.4
IC4for Machining AluminumGIDA 80-40CB
ID5CWGIDA 80-40
RE BW GIPA 8.00-4.00
Dimensions Tough 1 Hard Recommended Machining Data
ap f turn f groove
Designation CW RE CWTOL(2) RETOL(3) BW (mm) (mm/rev) (mm/rev)
8.00 4.00 0.02 0.050 5.60 • • 0.14-0.38
GIDA 80-40 8.00 0.00-4.00 0.24-0.67 0.14-0.38
GIDA 80-40-D 8.00 • 0.00-4.00 0.14-0.38
GIDA 80-40CB-D (1) 8.00 4.00 0.02 0.050 5.60 • 0.00-4.00 0.24-0.67 0.14-0.38
GIDA 80-40YZ 8.00 0.18-0.48
GIDA 80-40YZ-D 8.00 4.00 0.02 0.050 5.60 0.24-0.67 0.14-0.38
GIPA 8.00-4.00 4.00 0.02 0.050 5.60 • •
0.00-4.00 0.24-0.67
• 0.00-4.00
4.00 0.02 0.050 5.60 0.35-0.96
4.00 0.02 0.050 6.00 •
0.00-4.00 0.24-0.67
• ID5 is a single-ended PCD tipped insert • For cutting speed recommendations and user guide, see pages 419-428, 432-436
(1) Should not be clamped on tools with "A" suffix
(2) Cutting width tolerance (+/-)
(3) Corner radius tolerance (+/-)
For tools, see pages: C#-GHDR/L (274) • CGHN-8-10D (287) • GADR/L-8 (286) • GADR/L-JHP (287) • GAFG-R/L-8 (580) • GHDKR/L (446)
• GHDR/L (long pocket) (285) • GHDR/L-8A (445) • GHDR/L-JHP (long pocket) (285) • GHFGR/L-8 (579) • GHIFR/L-A (445) • GHIR/L (W=7.0-8.3) (355)
• GHIUR/L-C-A (15° & 27.5°) Bars (444) • GHIUR/L-UC (444)
±0.025 15.3 Ref
GIP-RX/LX RE 7° BW
Precision Double-Ended WFA
Inserts for External Grooving
Next to a Shoulder CDX 25°
CW
Dimensions Tough 1 Hard Recommended
Machining Data
IC830 f groove
IC808
Designation CW RE CWTOL(1) RETOL(2) CDX(3) BW WFA (mm/rev)
GIP 0.80-0.00R/LX 0.80 0.00 0.02 0.030 1.60 2.40 1.6 • 0.02-0.04
GIP 1.00-0.00R/LX 1.00 2.40 1.6 • 0.02-0.05
GIP 1.19-0.1RX 1.19 0.00 0.02 0.030 2.00 2.40 1.6 • 0.03-0.05
GIP 1.57-0.15 R/LX 1.57 2.40 1.7 • 0.04-0.06
GIP 1.57-0.79RX 1.57 0.10 0.02 0.030 2.00 2.40 1.7 • 0.04-0.08
GIP 2.00-0.15 R/LX 2.00 2.40 1.7 • 0.05-0.08
GIP 2.39-0.15 RX 2.39 0.15 0.02 0.030 2.70 2.40 1.7 • 0.05-0.09
GIP 2.39-1.19RX 2.39 2.40 1.7 • 0.06-0.12
0.79 0.02 0.030 2.80
0.15 0.02 0.030 3.00
0.15 0.02 0.030 3.50
1.19 0.02 0.050 3.90
• Toolholder seat needs to be modified according to insert profile to ensure clearance. • For cutting speed recommendations and user guide, see pages 419-428, 432-436
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) Cutting depth maximum
For tools, see pages: GHMPR/L (273) • GHMR/L (273)
302 ISCAR