
Page 57 - MILLING_CATALOG_INCH_2022_P1-P92
P. 57
USER GUIDE
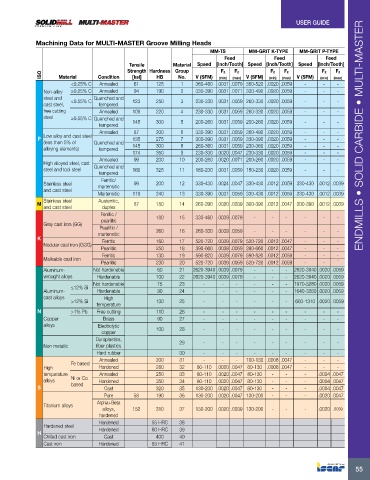
Machining Data for MULTI-MASTER Groove Milling Heads
MM-TS MM-GRIT K-TYPE MM-GRIT P-TYPE
Feed Feed Feed
Tensile Material Speed [Inch/Tooth] Speed [Inch/Tooth] Speed [Inch/Tooth]
Strength Hardness Group Fz Fz Fz Fz Fz Fz
ISO Material Condition [ksi] HB No. V (SFM) (min) (max) V (SFM) (min) (max) V (SFM) (min) (max)
<0.25% C Annealed 61 125 1 360-460 .0031 .0079 360-520 .0020 .0059 - - -
Non-alloy ≥0.25% C Annealed 94 190 2 330-390 .0031 .0071 330-490 .0020 .0059 - - -
steel and <0.55% C Quenched and 123 250 3 230-330 .0031 .0059 260-330 .0020 .0059 - - -
cast steel, tempered
free cutting Annealed 109 220 4 230-330 .0031 .0059 260-330 .0020 .0059 - - -
steel ≥0.55% C Quenched and
tempered 145 300 5 200-260 .0031 .0059 200-260 .0020 .0059 - - -
Annealed 87 200 6 330-390 .0031 .0059 360-490 .0020 .0059 - - -
P Low alloy and cast steel 135 275 7 300-390 .0031 .0059 330-390 .0020 .0059 - - - ENDMILLS • SOLID CARBIDE • MULTI-MASTER
(less than 5% of Quenched and 145 300 8 260-360 .0031 .0059 230-360 .0020 .0059 - - -
alloying elements) tempered
174 350 9 230-330 .0020 .0047 230-330 .0020 .0059 - - -
Annealed 99 200 10 200-260 .0020 .0071 200-260 .0020 .0059 - - -
High alloyed steel, cast
steel and tool steel Quenched and 160 325 11 180-230 .0031 .0059 180-230 .0020 .0059 - - -
tempered
Ferritic/
Stainless steel martensitic 99 200 12 330-430 .0024 .0047 330-430 .0012 .0059 330-430 .0012 .0039
and cast steel
Martensitic 119 240 13 330-390 .0031 .0059 330-430 .0012 .0059 330-430 .0012 .0039
Stainless steel Austenitic,
M 87 180 14 260-390 .0020 .0039 300-390 .0012 .0047 300-390 .0012 .0039
and cast steel duplex
Ferritic /
pearlitic 180 15 330-460 .0039 .0079 - - - - - -
Gray cast iron (GG)
Pearlitic /
martensitic 260 16 260-330 .0039 .0059 - - - - - -
K Ferritic 160 17 520-720 .0039 .0079 520-720 .0012 .0047 - - -
Nodular cast iron (GGG)
Pearlitic 250 18 390-660 .0039 .0059 390-660 .0012 .0047 - - -
Ferritic 130 19 590-820 .0039 .0079 590-820 .0012 .0059 - - -
Malleable cast iron -
Pearlitic 230 20 520-720 .0039 .0059 520-720 .0012 .0059 - -
Aluminum- Not hardenable 60 21 2620-3940 .0039 .0079 - - - 2620-3940 .0020 .0059
wrought alloys Hardenable 100 22 2620-3940 .0039 .0079 - - - 2620-3940 .0020 .0059
Not hardenable 75 23 - - - - - - 1970-3280 .0020 .0059
≤12% Si
Aluminum- Hardenable 90 24 - - - - - - 1640-3280 .0020 .0059
cast alloys High
>12% Si 130 25 - - - - - - 660-1310 .0020 .0059
temperature
N >1% Pb Free cutting 110 26 - - - - - - - - -
Copper Brass 90 27 - - - - - - - - -
alloys Electrolytic
copper 100 28 - - - - - - - - -
Duroplastics, 29 - - - - - - - - -
Non metallic fiber plastics
Hard rubber 30 - - - - - - - - -
Annealed 200 31 - - - 100-130 .0008 .0047 - - -
Fe based
High Hardened 280 32 80-110 .0020 .0047 80-130 .0008 .0047 - - -
temperature Annealed 250 33 80-110 .0020 .0047 80-130 - - - .0004 .0047
alloys Ni or Co Hardened 350 34 80-110 .0020 .0047 80-130 - - - .0004 .0047
S based Cast 320 35 130-200 .0020 .0047 80-130 - - - .0004 .0047
Pure 58 190 36 130-200 .0020 .0047 130-200 - - - .0020 .0047
Alpha+Beta
Titanium alloys
alloys, 152 310 37 130-200 .0020 .0039 130-200 - - - .0020 .0039
hardened
Hardened 55 HRC 38
Hardened steel Hardened 60 HRC 39
H
Chilled cast iron Cast 400 40
Cast iron Hardened 55 HRC 41
55