
Page 41 - MILLING_CATALOG_INCH_2022_P361-P592
P. 41
J
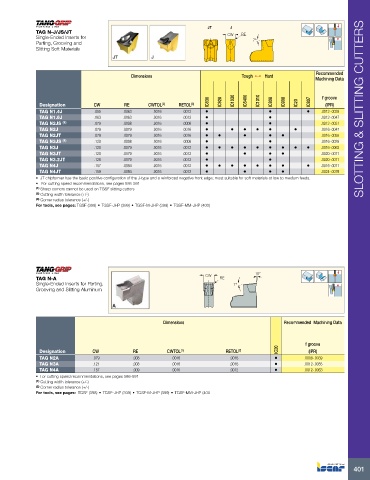
TAG N-J/JS/JT JT CW RE
Single-Ended Inserts for 7º
Parting, Grooving and
Slitting Soft Materials
Dimensions Tough 1 Hard Recommended
Machining Data
IC830 IC928 IC1030 IC5400 IC1010 IC808 IC908 IC807 f groove
Designation CW RE CWTOL (2) RETOL (3) IC20 (IPR)
TAG N1.4J .055 .0063 .0016 .0012 • • • .0012-.0039 SLOTTING & SLITTING CUTTERS
TAG N1.6J .063 .0063 .0016 .0012 • • .0012-.0047
TAG N2JS (1) .079 .0008 .0016 .0008 • • .0012-.0031
TAG N2J .079 .0079 .0016 .0016 • • • • • • .0016-.0047
TAG N2JT .079 .0079 .0016 .0016 • • • • • .0016-.0055
TAG N3JS (1) .120 .0008 .0016 .0008 • • .0016-.0039
TAG N3J .120 .0079 .0016 .0012 • • • • • • • • • .0016-.0063
TAG N3JT .120 .0079 .0016 .0012 • • • • .0020-.0071
TAG N3.2JT .128 .0079 .0016 .0012 • • .0020-.0071
TAG N4J .157 .0094 .0016 .0012 • • • • • • • • .0016-.0071
TAG N4JT .159 .0094 .0016 .0012 • • • • .0024-.0079
• JT chipformer has the basic positive configuration of the J-type and a reinforced negative front edge; most suitable for soft materials at low to medium feeds.
• For cutting speed recommendations, see pages 586-591
(1) Sharp corners cannot be used on TGSF slitting cutters
(2) Cutting width tolerance (+/-)
(3) Corner radius tolerance (+/-)
For tools, see pages: TGSF (398) • TGSF-JHP (399) • TGSF-M-JHP (399) • TGSF-MM-JHP (400)
10°
TAG N-A CW RE
Single-Ended Inserts for Parting, 7°
Grooving and Slitting Aluminum
Dimensions Recommended Machining Data
f groove
Designation CW RE CWTOL (1) RETOL (2) IC20 (IPR)
TAG N2A .079 .008 .0016 .0016 • .0008-.0039
TAG N3A .121 .008 .0016 .0016 • .0012-.0055
TAG N4A .157 .009 .0016 .0012 • .0012-.0063
• For cutting speed recommendations, see pages 586-591
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
For tools, see pages: TGSF (398) • TGSF-JHP (399) • TGSF-M-JHP (399) • TGSF-MM-JHP (400
401