
Page 94 - MILLING_CATALOG_INCH_2022_P361-P592
P. 94
BD
THREAD MILLING TOOLS
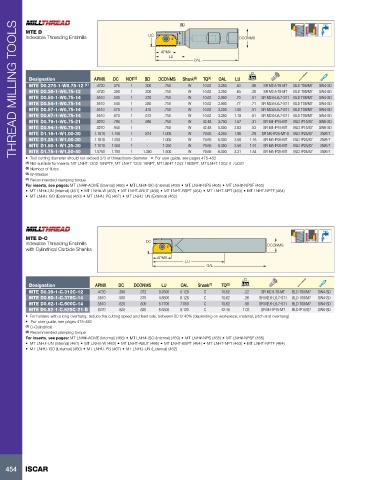
MTE D
Indexable Threading Endmills DC DCONMS
APMX
LU
OAL
Designation APMX DC NOF (2) BD DCONMS Shank (3) TQ (4) OAL LU Lbs
MTE D0.375-1-W0.75-12 (1) .4720 .375 1 .300 .750 W 10.62 3.350 .60 .88 SR M2.5-T8-MT BLD T08/M7 SW4-SD
MTE D0.39-1-W0.75-12 .4720 .390 1 .300 .750 W 10.62 3.350 .64 .30 SR M2.5-T8-MT BLD T08/M7 SW4-SD
MTE D0.50-1-W0.75-14 .5510 .500 1 .370 .750 W 10.62 2.950 .70 .51 SR M2.6-L6.7-S11 BLD T08/M7 SW4-SD
MTE D0.54-1-W0.75-14 .5510 .540 1 .380 .750 W 10.62 2.980 .77 .71 SR M2.6-L6.7-S11 BLD T08/M7 SW4-SD
MTE D0.57-1-W0.75-14 .5510 .570 1 .410 .750 W 10.62 3.200 1.00 .51 SR M2.6-L6.7-S11 BLD T08/M7 SW4-SD
MTE D0.67-1-W0.75-14 .5510 .670 1 .512 .750 W 10.62 3.350 1.18 .51 SR M2.6-L6.7-S11 BLD T08/M7 SW4-SD
MTE D0.79-1-W0.75-21 .8270 .790 1 .590 .750 W 42.48 3.700 1.57 .31 SR M4-IP15-MT BLD IP15/S7 SW6-SD
MTE D0.94-1-W0.75-21 .8270 .940 1 - .750 W 42.48 5.000 2.83 .53 SR M4-IP15-MT BLD IP15/S7 SW6-SD
MTE D1.16-1-W1.00-30 1.1810 1.156 1 .874 1.000 W 79.65 4.250 1.96 .29 SR M5-IP25-MT-S BLD IP25/S7 SW6-T
MTE D1.25-1-W1.00-30 1.1810 1.250 1 - 1.000 W 79.65 6.000 3.58 1.16 SR M5-IP25-MT BLD IP25/S7 SW6-T
MTE D1.50-1-W1.25-30 1.1810 1.500 1 - 1.250 W 79.65 6.000 3.58 1.91 SR M5-IP25-MT BLD IP25/S7 SW6-T
MTE D1.75-1-W1.50-40 1.5750 1.750 1 1.380 1.500 W 79.65 6.000 3.31 1.54 SR M5-IP25-MT BLD IP25/S7 SW6-T
• Tool cutting diameter should not exceed 2/3 of thread bore diameter • For user guide, see pages 475-482
(1) Not suitable for inserts: MT LNHT 1202 18NPTF, MT LNHT 1202 18NPT, MT LNHT 1202 19BSPT, MT LNHT 1202 I1.75ISO
(2) Number of flutes
(3) W-Weldon
(4) Recommended clamping torque
For inserts, see pages: MT LNH#-ACME (Internal) (466) • MT LNH#-ISO (Internal) (459) • MT LNH#-NPS (465) • MT LNH#-NPSF (465)
• MT LNH#-UN (Internal) (461) • MT LNH#-W (463) • MT LNHT-ABUT (466) • MT LNHT-BSPT (464) • MT LNHT-NPT (463) • MT LNHT-NPTF (464)
• MT LNHU-ISO (External) (460) • MT LNHU-PG (467) • MT LNHU-UN (External) (462)
MTE D-C
Indexable Threading Endmills DC DCONMS
with Cylindrical Carbide Shanks
APMX
LU
OAL
Designation APMX DC DCONMS LU OAL Shank (1) TQ (2) Lbs
MTE D0.39-1-C.312C-12 .4720 .390 .312 3.2500 5.125 C 10.62 .22 SR M2.5-T8-MT BLD T08/M7 SW4-SD
MTE D0.50-1-C.375C-14 .5510 .500 .375 4.8500 6.126 C 10.62 .26 SR M2.6-L6.7-S11 BLD T08/M7 SW4-SD
MTE D0.62-1-C.500C-14 .5510 .620 .500 5.7700 7.050 C 10.62 .58 SR M2.6-L6.7-S11 BLD T08/M7 SW4-SD
MTE D0.82-1-C.625C-21-B .8270 .820 .625 6.6500 8.120 C 42.48 1.03 SR M4-IP15-MT BLD IP15/S7 SW6-SD
• For holders with a long overhang, reduce the cutting speed and feed rate, between 20 to 40% (depending on workpiece, material, pitch and overhang)
• For user guide, see pages 475-482
(1) C-Cylindrical
(2) Recommended clamping torque
For inserts, see pages: MT LNH#-ACME (Internal) (466) • MT LNH#-ISO (Internal) (459) • MT LNH#-NPS (465) • MT LNH#-NPSF (465)
• MT LNH#-UN (Internal) (461) • MT LNH#-W (463) • MT LNHT-ABUT (466) • MT LNHT-BSPT (464) • MT LNHT-NPT (463) • MT LNHT-NPTF (464)
• MT LNHU-ISO (External) (460) • MT LNHU-PG (467) • MT LNHU-UN (External) (462)
454 ISCAR