
Page 186 - HOLEMAKING_catalog_JP_2022
P. 186
ユーザーガイド
リル
ド 切削に関する計算式
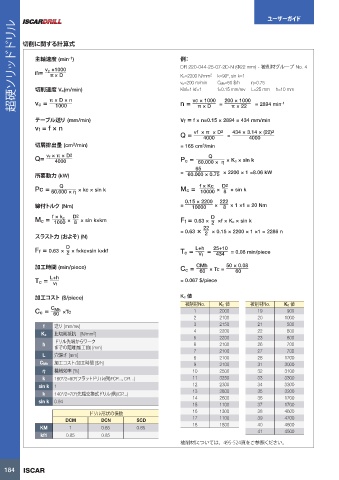
ッド 主軸速度 (min ) 例:
-1
DR 220-044-25-07-2D-N (Φ22 mm) - 被削材グループ No. 4
リ n= v ×1000 Kc=2200 N/mm 2 k=90º, sin k=1 η=0.75
c
D
π ×
超硬ソ 切削速度 Vc(m/min) KM=1 kf=1 = 200 × 1000 L=25 mm h=10 mm
vc=200 m/min
CMh=50 $/h
f=0.15 mm/rev
π × D × n
vc × 1000
vc =
n =
= 2894 min
-1
1000
π × D
π × 22
テーブル送り (mm/min) vf = f × n=0.15 × 2894 = 434 mm/min
vf = f × n
=
Q = vf × π × D 2 434 × 3.14 × (22) 2
4000
4000
3
切屑排出量 (cm /min) = 165 cm /min
3
Q= v × π × D 2 Pc = Q × Kc × sin k
f
4000
60.000 × η
= 65 × 2200 × 1 =8.06 kW
所要動力 (kW) 60.000 × 0.75
Q
D 2
Pc = 60.000 × η × kc × sin k Mc = f × Kc × × sin k
10000
8
0.15 × 2200 222
締付トルク (Nm) = 10000 × × 1 ×1 = 20 Nm
8
D 2
D
Mc = f × k c × × sin k×km Ff = 0.63 × ×f × Kc × sin k
2
1000
8
22
= 0.63 × × 0.15 × 2200 × 1 ×1 = 2286 n
2
スラスト力 (およそ) (N)
D L+h 25+10
Ff = 0.63 × × f×kc×sin k×kf Tc = = 434 = 0.08 min/piece
2
V f
加工時間 (min/piece) Cc = CMh × Tc = 50 × 0.08
60
60
Tc = L+h = 0.067 $/piece
v f
加工コスト ($/piece) Kc 値
被削材No. Kc 値 被削材No. Kc 値
C
Cc = Mh ×Tc 1 2000 19 900
60
2 2100 20 1000
f 送り [mm/rev] 3 2150 21 500
2
Kc 比切削抵抗 [N/mm ] 4 2200 22 800
5 2200 23 800
h ドリル先端からワーク 6 2100 26 700
までの距離(加工前) [mm]
L 穴深さ [mm] 7 2100 27 700
8 2100 28 1700
CMh 加工コスト/加工時間 [$/h] 9 2100 31 3000
η 機械効率 [%] 10 2500 32 3100
k 180°/2=90º(フラットドリル(例)FCP..., DR...) 11 3250 33 3300
sin k 1 12 2300 34 3300
k 140°/2=70º(先端交換式ドリル(例)ICP...) 13 2800 35 3200
sin k 0.94 14 2600 36 1700
15 1100 37 1700
16 1300 38 4600
ドリル形状の係数
DCM DCN SCD 17 1100 39 4700
KM 1 0.85 0.85 18 1800 40 4600
kf1 0.85 0.85 41 4500
被削材については、495-524頁をご参照ください。
184 ISCAR
13/09/2022 10:01:35
HOLE MAKING CATALOG_jp.indb 184
HOLE MAKING CATALOG_jp.indb 184 13/09/2022 10:01:35