
Page 182 - HOLEMAKING_catalog_JP_2022
P. 182
ユーザーガイド
リル
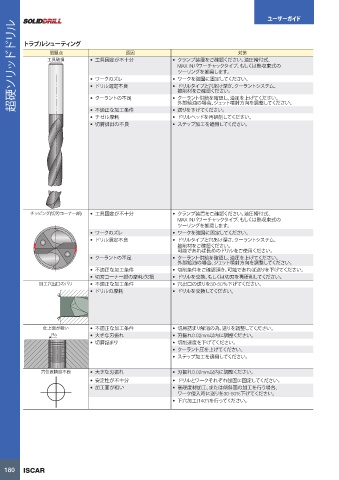
ド トラブルシューティング 原因 対策
ッド 工具破損 • 工具固定が不十分 • クランプ装置をご確認ください。油圧締付式、
問題点
MAX INパワーチャックタイプ、もしくは熱収束式の
リ • ワークのズレ • ワークを強固に固定してください。
ツーリングを推奨します。
超硬ソ • ドリル選定不良 • ドリルタイプと穴あけ深さ、クーラントシステム、
被削材をご確認ください。
• クーラントの不足
• クーラント供給を確認し、油圧を上げてください。
外部給油の場合、ジェット噴射方向を調整してください。
• 不適正な加工条件
• チゼル摩耗 • 送りを下げてください。
• ドリルヘッドを再研削してください。
• 切屑排出の不良 • ステップ加工を適用してください。
チッピング(切刃コーナー部) • 工具固定が不十分 • クランプ装置をご確認ください。油圧締付式、
MAX INパワーチャックタイプ、もしくは熱収束式の
ツーリングを推奨します。
• ワークのズレ • ワークを強固に固定してください。
• ドリル選定不良 • ドリルタイプと穴あけ深さ、クーラントシステム、
被削材をご確認ください。
可能であれば長めのドリルをご使用ください。
• クーラントの不足 • クーラント供給を確認し、油圧を上げてください。
外部給油の場合、ジェット噴射方向を調整してください。
• 不適正な加工条件 • 切削条件をご確認頂き、可能であれば送りを下げてください。
• 切刃コーナー部の摩耗/欠損 • ドリルを交換、もしくは切刃を再研削してください。
加工穴出口のバリ • 不適正な加工条件 • 穴出口の送りを30-50%下げてください。
• ドリルの摩耗 • ドリルを交換してください。
仕上面が粗い • 不適正な加工条件 • 切屑詰まり解消の為、送りを調整してください。
Ra • 大きな刃振れ • 刃振れ0.02mm以内に調整ください。
• 切屑詰まり • 切削速度を下げてください。
• クーラント圧を上げてください。
• ステップ加工を適用してください。
穴位置精度不良 • 大きな刃振れ • 刃振れ0.02mm以内に調整ください。
• 安定性が不十分 • ドリルとワークそれぞれ強固に固定してください。
• 加工面が粗い • 高硬度材加工、または傾斜面の加工を行う場合、
ワーク侵入時に送りを30-50%下げてください。
• 下穴加工(140°)を行ってください。
180 ISCAR
13/09/2022 10:01:27
HOLE MAKING CATALOG_jp.indb 180
HOLE MAKING CATALOG_jp.indb 180 13/09/2022 10:01:27