
Page 185 - HOLEMAKING_catalog_JP_2022
P. 185
ー
ザ
ユーザーガイド
ユ
ー
イド
ガ
リル リル
再研削方法 ド ド
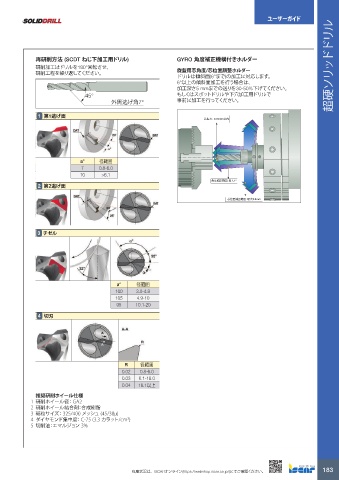
再研削方法 (SCDT ねじ下加工用ドリル) GYRO 角度補正機構付きホルダー ッド ッド
研削加工はドリルを180°回転させ、
研削工程を繰り返してください。 旋盤用芯角度/芯位置調整ホルダー リ リ
ドリルは傾斜面(6°まで)の加工に対応します。
6°以上の傾斜面加工を行う場合は、
加工深さ5 mmまでの送りを30-50%下げてください。
45° もしくはスポットドリルや下穴加工用ドリルで 超硬ソ 超硬ソ
外周逃げ角7° 事前に加工を行ってください。
1 第1逃げ面
芯振れ:0.02mm以内
a° 径範囲
7 0.8-6.0
10 >6.1
角度補正範囲:最大1°
2 第2逃げ面
芯位置補正範囲:最大2.0mm
3 チゼル
a° 径範囲
100 3.0-4.8
105 4.9-10
95 10.1-20
4 切刃
R 径範囲
0.02 0.8-6.0
0.03 6.1-18.0
0.04 18.1以上
推奨研削ホイール仕様
1 研削ホイール径:GA2
2 研削ホイール結合剤:合成樹脂
3 砥粒サイズ:325/400 メッシュ (45/38μ)
3
4 ダイヤモンド集中度:C-75 (3.3 カラット/cm )
5 切削油:エマルジョン 3%
在庫状況は 、 ISC AR オ ンライ ン (https://webshop.iscar .co.jp/) に て ご 確 認 く ださ い。 183
在庫状況は、ISCARオンライン(https://webshop.iscar.co.jp/)にてご確認ください。
HOLE MAKING CATALOG_jp.indb 183 13/09/2022 10:01:34
13/09/2022 10:01:34
HOLE MAKING CATALOG_jp.indb 183