
Page 374 - HOLEMAKING_catalog_JP_2022
P. 374
ユーザーガイド
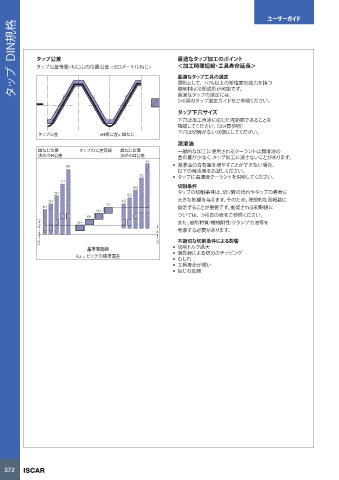
プ DIN規格 タップ公差 最適なタップ加工のポイント
最適なタップ工具の選定
ッ タップ公差等級・ねじ山の位置公差 <ISOメートルねじ> <加工時間短縮・工具寿命延長>
原則として、10%以上の塑性変形能力を持つ
タ 被削材は冷間成形が可能です。
最適なタップの選定には、
346頁のタップ選定ガイドをご参照ください。
タップ下穴サイズ
下穴は加工用途に応じた径範囲であることを
確認してください。(364頁参照)
タップ公差 <H級公差> 雌ねじ 下穴は切屑がない状態にしてください。
潤滑油
雌ねじ位置 タップの公差等級 雌ねじ位置 一般的な加工に使用されるクーラントは潤滑油の
決めのH公差 決めのG公差 含有量が少なく、タップ加工に適さないことがあります。
8H • 潤滑油の含有量を増やすことができない場合、
以下の解決策をお試しください。
7G • タップに高濃度クーラントを供給してください。
7H
6G 切削条件
6H タップの切削条件は、切り屑の流れやタップの寿命に
5G
5H 4G 大きな影響を与えます。そのため、理想的な回転数に
7G
4H 設定することが重要です。推奨される初期値に
6G
6H ついては、346頁の表をご参照ください。
=0 4H また、被削材質/機械剛性/クランプ方法等を
Au
Au 考慮する必要があります。
D2 D2 不適切な切削条件による影響
基準有効径 • 切削トルク過大
Au = ピッチの標準偏差 • 過負荷による切刃のチッピング
• むしれ
• 工具寿命が短い
• ねじの拡縮
372 ISCAR
13/09/2022 10:05:19
HOLE MAKING CATALOG_jp.indb 372
HOLE MAKING CATALOG_jp.indb 372 13/09/2022 10:05:19