
Page 379 - HOLEMAKING_catalog_JP_2022
P. 379
ユーザーガイド
プ DIN規格
再研磨 推奨事項 (再研磨)
メンテナンス 図6
摩耗したタップは、ワークの損傷や工具破損を
避けるため、定期的に再研磨することが大切です。
研削砥石 ッ
再研磨には、構造と粒子が最適な砥石を
使用してください。 タ
鋳鉄の加工
鋳鉄のタップ加工では逃げ面摩耗が発生しやすく、
寸法公差外れになる傾向があるため、
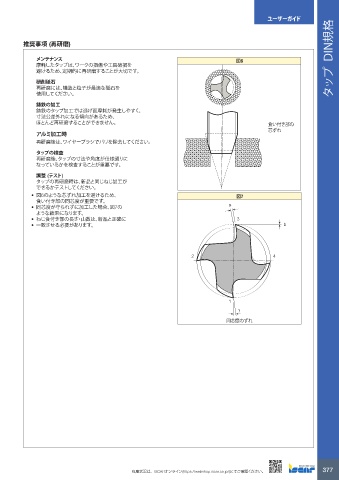
ほとんど再研磨することができません。 食い付き部の
芯ずれ
アルミ加工時
再研磨後は、ワイヤーブラシでバリを除去してください。
タップの検査
再研磨後、タップの寸法や角度が仕様通りに
なっているかを検査することが重要です。
調整 (テスト)
タップの再研磨時は、新品と同じねじ加工が
できるかテストしてください。
• 図6のような芯ずれ加工を避けるため、 図7
食い付き部の同芯度が重要です。
• 同芯度が守られずに加工した場合、図7の a
ような結果になります。
• ねじ食付き部の長さ・山数は、新品と正確に 3
• 一致させる必要があります。 b
2 4
1
γ
同芯度のずれ
在庫状況は、ISCARオンライン(https://webshop.iscar.co.jp/)にてご確認ください。 377
HOLE MAKING CATALOG_jp.indb 377 13/09/2022 10:05:26
13/09/2022 10:05:26
HOLE MAKING CATALOG_jp.indb 377