
Page 376 - HOLEMAKING_catalog_JP_2022
P. 376
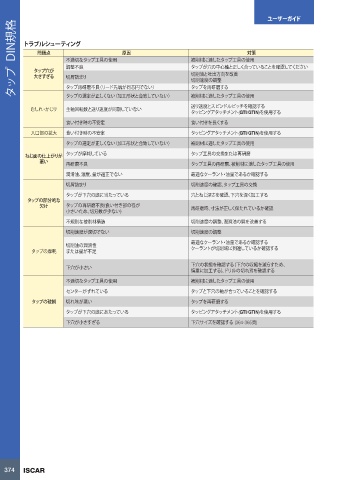
ユーザーガイド
プ DIN規格 トラブルシューティング 原因 被削材に適したタップ工具の使用
問題点
対策
不適切なタップ工具の使用
タップ穴が
切削油と吐出方向を改善
切屑詰まり
切削速度の調整
ッ 大きすぎる 調整不良 タップが穴の中心軸と正しく合っていることを確認してください
タップを再研磨する
タップ再研磨不良(リード先端が同芯円でない)
タ タップの選定が正しくない(加工形状と合致していない) 被削材に適したタップ工具の使用
送り速度とスピンドルピッチを確認する
むしれ・かじり 主軸回転数と送り速度が同期していない
タッピングアタッチメント(GTI/GTIN)を使用する
食い付き時の不安定 食い付きを長くする
入口部の拡大 食い付き時の不安定 タッピングアタッチメント(GTI/GTIN)を使用する
タップの選定が正しくない(加工形状と合致していない) 被削材に適したタップ工具の使用
タップが摩耗している タップ工具の交換または再研磨
ねじ面の仕上がりが
悪い 再研磨不良 タップ工具の再研磨、被削材に適したタップ工具の使用
潤滑油、濃度、量が適正でない 最適なクーラント・油量であるか確認する
切屑詰まり 切削速度の確認、タップ工具の交換
タップが下穴の底に当たっている 穴とねじ深さを確認、下穴を深く加工する
タップの部分的な
欠け タップの再研磨不良(食い付き部の径が 再研磨時、寸法が正しく保たれているか確認
小さいため、切刃数が少ない)
不規則な被削材構造 切削速度の調整、潤滑油の質を改善する
切削速度が適切でない 切削速度の調整
最適なクーラント・油量であるか確認する
切削油の潤滑性 クーラントが切削域に到達しているか確認する
タップの摩耗 または量が不足
下穴が小さい 下穴の状態を確認する (下穴の収縮を減らすため、
慎重に加工する)、ドリルの切れ刃を確認する
不適切なタップ工具の使用 被削材に適したタップ工具の使用
センターがずれている タップと下穴の軸が合っていることを確認する
タップの破損 切れ味が悪い タップを再研磨する
タップが下穴の底にあたっている タッピングアタッチメント(GTI/GTIN)を使用する
下穴が小さすぎる 下穴サイズを確認する (364-365頁)
374 ISCAR
13/09/2022 10:05:20
HOLE MAKING CATALOG_jp.indb 374
HOLE MAKING CATALOG_jp.indb 374 13/09/2022 10:05:20